Posted by Dillon Snyder on | Comments Off on Understanding Material Flow in Mixing Equipment
When mixing problems show up on the production floor, they often look like quality issues. One batch feels thicker than the last, ingredients take longer to incorporate, and the finished product varies just enough to cause concern.
In many cases, the real issue is the material flow. Material flow determines how ingredients move, how energy is transferred, and how consistent the final product becomes. When it is uneven, even well-designed mixers struggle to deliver reliable results.
This article will help you understand material flow in mixing equipment, enabling you to find the right mixer design for your applications.
Why Material Flow Matters More Than Mixing Speed
Mixing performance is often described in terms of motor size, blade speed, or horsepower. While these factors play a role, what ultimately determines whether a mixer performs well is how material actually moves inside the equipment.
Even ingredient contact: Material that moves consistently allows ingredients to meet and combine evenly throughout the mixer.
Uniform shear application: Controlled flow helps ensure mechanical energy is applied more evenly across the entire product.
Stable temperature distribution: Continuous movement reduces the risk of hot spots by spreading heat more evenly.
Repeatable processing conditions: Predictable flow paths ensure that each portion of material experiences similar mixing conditions.
How Viscosity Changes the Way Materials Behave
Low-viscosity liquids move easily and respond well to turbulence and circulation. Many traditional mixing principles are based on this type of behavior. As viscosity increases, however, materials can behave differently and place more demand on how a mixer controls movement.
Thick Materials Resist Movement
High-viscosity materials resist flow unless a sufficient force is applied to keep them in motion. Here’s how high-viscosity materials resist movement during mixing:
Yield stress resistance: Many pastes and doughs remain stationary until enough force is applied to overcome their natural resistance to movement.
Wall adhesion: Thick materials tend to cling to vessel walls, making it challenging to pull them back into active mixing zones.
Flow stoppage: Without continuous forcing action, the material can come to a complete stop in certain areas of the mixer.
Why Traditional Batch Mixers Struggle With Flow Control
Batch mixers are widely used and well understood, but they weren’t designed with high-viscosity materials in mind. As materials become thicker and more resistant to movement, the way the mixers move material becomes increasingly unreliable. The result is uneven flow that is challenging to correct with speed or power alone.
Circulation Depends on Ideal Conditions
Once circulation weakens, large portions of the batch may stop moving altogether and display the following:
Vortex-driven movement: Many batch mixers rely on a vortex to fold material over itself, but this becomes ineffective as the material thickens.
Surface-focused circulation: Most movement occurs near the top of the batch, leaving lower regions with limited turnover.
Viscosity sensitivity: As resistance increases, circulation slows, and large portions of material may stop moving.
Dead Zones Are Difficult to Avoid
Dead zones can be challenging to eliminate because of the following reasons:
Wall buildup: Sticky materials tend to cling to vessel walls, reducing their exposure to active mixing.
Baffle interference: Baffles create low-velocity regions where material movement may slow down or stop.
Delayed release: Material trapped in dead zones can later break free, introducing batch inconsistency.
Gravity Works Against the Mixer
Gravity works against agitator-driven movement in dense materials in the following ways:
Settling behavior: Heavier solids naturally migrate downward faster than they can be resuspended.
Limited pumping reach: Agitators may lack the force needed to lift material from the bottom of the vessel.
Vertical inconsistency: Flow conditions can vary significantly from top to bottom within the same batch.
What Controlled Material Flow Looks Like
When traditional circulation breaks down, improving results requires a different way of thinking about how material moves. Instead of encouraging material to flow, some mixing systems force movement in a controlled and repeatable way. This shift is especially important for materials that resist motion.
How Continuous Mixers Enforce Flow
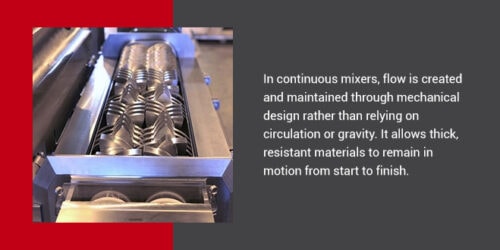
Controlled material flow doesn’t happen by chance. In continuous mixers, flow is created and maintained through mechanical design rather than relying on circulation or gravity. It allows thick, resistant materials to remain in motion from start to finish.
Twin-Shaft Movement Keeps Material Engaged
Twin-shaft movement creates stable operating conditions that are challenging to achieve in batch systems. Continuous mixers actively move material through the mixing chamber in the following ways:
Twin-shaft advancement: Intermeshing shafts divide and recombine material while pushing it forward through the mixer.
Defined flow path: Material follows a repeatable route instead of circulating randomly within a vessel.
Steady forward progress: Once material enters the system, it continues moving toward discharge without looping back.
Self-Wiping Action Prevents Buildup
Self-wiping action is especially important when processing sticky or cohesive materials that tend to cling to surfaces. It plays a few key roles in continuous mixing:
Wall cleaning: Mixing components continuously scrape material from the barrel walls.
Shaft-to-shaft wiping: Opposing paddles prevent buildup between rotating components.
Forced engagement: Material is physically displaced, leaving no opportunity to remain stationary.
Where Flow Control Makes the Biggest Difference
Material flow matters in every mixing process, but its impact becomes especially clear in applications where consistency, temperature control, or reaction timing are critical.
Adhesives and Sealants
In applications where controlled material flow directly improves mixing outcomes, the following examples stand out:
Adhesives and sealants: Consistent flow prevents stagnant areas that can lead to premature curing or hardening in the mixer.
High-fill formulations: Forced movement keeps solids evenly distributed, preventing settling or separation.
Cohesive pastes: Continuous motion prevents material from compacting or sticking to internal surfaces.
Food Pastes and Doughs
Food products place additional demands on material flow because of their sensitivity to temperature and texture. In food processing applications where flow consistency is important, controlled movement supports the following outcomes:
Even heat distribution: Continuous movement reduces the risk of localized overheating.
Consistent texture: Uniform shear supports a stable structure and mouthfeel.
Process stability: Long production runs remain easier to manage without frequent adjustment.
Chemical Processing
Chemical processes require precise control over the time the material remains in the mixer. In chemical processing applications that demand tight control, consistent material flow enables the following advantages:
Consistent residence time: Every portion of material spends the same amount of time in the mixing zone.
Immediate reaction control: Reaction initiated quickly due to intense mixing. Often batch mixing has a slower reaction time.
Reduced process variability: Predictable flow helps stabilize reaction outcomes.
Turning Mixing Into a Predictable Process
When material flow is intentionally controlled, the process becomes more stable and easier to manage. For engineers, this removes much of the guesswork that often accompanies batch mixing.
Readco Kurimoto designs continuous mixing systems around this principle of controlled flow. By focusing on movement through mechanical design rather than relying on circulation, our solutions transform mixing from an adjustment-heavy operation into a repeatable process built on sound engineering fundamentals. Contact Readco Kurimoto today to explore our advanced mixing technology.
Posted by Dillon Snyder on | Comments Off on How to Prevent Damage and Maintain Particle Integrity When Mixing
For a wide variety of products, including powders, granules, active ingredients, and heat-sensitive materials, maintaining particle integrity can mean the difference between a product that functions as intended and one that doesn’t meet quality standards.
Readco Kurimoto’s continuous mixing technology was developed to provide efficient and consistent mixing while protecting the structure of each particle that passes through the machine.
Reasons Particles Degrade During Mixing
There are predictable reasons why particles degrade during mixing.
1. Uncontrolled Shear
Batch mixers typically use high-speed blades or paddles that generate significant shear forces to break particles before the blending is complete.
2. Excessive Exposure Time
Batch processes are limited only by the time required to achieve a uniform blend. Ingredients remain in a vessel under constant motion until the desired blending is achieved. The longer ingredients remain in the vessel, the greater the amount of heat, friction, and mechanical stress that develops.
3. Nonuniform Motion
Inside a large batch tank, ingredients do not always move uniformly. Some areas experience intense mixing forces while others may be subject to very little. Inconsistent motion is common and can lead to the fracturing of delicate particles and nonuniform results throughout multiple batches.
Each of the above limitations is due to the fact that very few aspects of batch mixing are controllable. Since quality depends on particle integrity, “uncontrollable” becomes a significant limitation.
Why It Is Important to Preserve Particles and Ways to Save Them
When particles break down, the final product may show different characteristics. For example, pharmaceutical dosage accuracy can be affected by broken particles, food texture can change, inclusions can break apart due to physical forces and chemical reactions, and flow can be impacted by broken particles in specialty chemical products. Even a minimal amount of particle breakdown will contribute to poor product quality.
Therefore, the equipment used to process the materials must also preserve the materials’ integrity. Readco processors meet and exceed both ASME and ASTM standards and are available in various alloys, including 316 stainless steel, Hastelloy, and Alloy 20 for difficult applications. Close manufacturing tolerances ensure that no additional variability is created by the processor, and little to no downtime occurs.
If you want to prevent damage and maintain particle integrity when mixing, the core principles are straightforward:
Apply only the shear required by the application. Gentle mixing prevents unnecessary breakage.
Keep mixing time as short as possible. The longer the material is stressed, the more likely it is to be damaged. Continuous mixing naturally limits exposure.
Choose a screw design that suits the material. Engineers can select elements that move and mix particles in a controlled way without crushing them.
Use the right metallurgy. The correct alloy reduces friction, supports cleanability, and helps protect particle structure.
These steps make it easier to maintain product quality and reduce the risk of particle-related failures.
Continuous Mixing Eliminates the Most Common Sources of Particle Damage
Continuous mixing eliminates the uncertainty of a batch tank by creating a controlled and engineered environment for mixing. Unlike traditional batch mixing, where a full vessel of product is agitated for a relatively long time, the Readco Kurimoto Continuous Processor continuously moves material through a predetermined path at a steady pace. Because the movement of the material is predictable, the shear forces applied during mixing can be adjusted to match the properties of the material being mixed, rather than exceeding them. Working with smaller amounts of material in a continuous flow allows the mixing process to occur quickly and efficiently.
Below are some examples of how this translates into actual applications.
Shear forces are purposefully generated, not by accident
Using a twin-shaft screw design, engineers can specify the exact mixing action that is necessary for the particular formulation being processed. Elements of the screws can be positioned to provide folding, conveying, dispersion, low-shear action, or high shear if necessary.
Material spends less time under mechanical stress
One of the greatest benefits of continuous processing is the short residence time of the material in the mixing chamber. Material is subjected to the minimum amount of time required to perform the mixing function. In contrast, in batch processing, ingredients are subjected to potentially hours of mechanical stress in the form of mixing action, abrasion against the vessel walls, and contact with other ingredients to ensure that the entire batch of material is mixed.
All particles are treated equally
Continuous mixing eliminates the randomness associated with batch processing. Each ingredient passes through the mixing chamber in a predetermined manner, eliminating all potential for dead zones, stagnation, and impact-induced damage.
Explore a Mixing Solution Built for Your Material
If maintaining particle integrity is important for your process, choose Readco Kurimoto. Our engineers will analyze your formula to develop a customized system that produces consistent results with minimal disruption to your particles.
Contact us today, and we can work together to develop the best possible solution for you.
Posted by Dillon Snyder on | Comments Off on Slurry Mixing in Ceramics: Ensuring Uniformity
Producing high-quality ceramics starts with mastering one of the most important steps in the process — slurry mixing. For engineers, technicians, and production managers, ensuring slurry uniformity is essential to achieving strong, defect-free products. However, reaching that level of consistency is not always easy. When the slurry is uneven, the result can be wasted materials, costly downtime, and compromised performance.
Below, we explore the fundamentals of slurry mixing in ceramics to ensure uniformity with every mix.
Why Slurry Uniformity Matters for Ceramic Quality
In ceramics, uniformity is the difference between success and scrap. The way a slurry is mixed determines how the ceramic behaves later in the forming and firing process. Even minor inconsistencies early on can develop into significant problems later.
When a slurry isn’t mixed evenly, several issues may arise:
Cracks and fractures: Poor particle dispersion can create uneven drying or firing stress.
Pinholes and voids: Trapped air bubbles or agglomerates lead to surface flaws and inconsistent density.
Uneven shrinkage: Nonuniform material distribution results in distorted or misshapen parts after firing.
When the mix is right, everything falls into place. A consistent slurry flow is better, packs evenly, and dries uniformly. This reduces waste, shortens production time, and improves reliability. For manufacturers producing electronic ceramics or structural components, consistent slurry quality is what keeps operations stable and ensures dependable output.
Understanding the Core Components of a Ceramic Slurry
A ceramic slurry is a balanced system of solids, liquids, and additives. Each ingredient plays a specific role in determining the final performance of the ceramic.
Ceramic Powder as the Foundation
Ceramic powder sets the stage for everything that follows. Materials such as alumina, zirconia, or silica are selected based on the performance the final product requires, ranging from high-temperature stability to electrical insulation.
Particle size and distribution are essential. Smaller, uniformly sized particles pack more densely, improving mechanical strength and reducing porosity in the finished product. If particle sizes vary too much, settling or segregation can occur, leading to inconsistent density.
In many ceramic plants, powders are precision-milled and screened to achieve tight control over these variables.
The Binder Providing Green Strength
The binder provides temporary strength to the “green” ceramic body before it is fired. It holds the particles together during shaping and handling, ensuring that the piece maintains its form.
Common binders include cellulose derivatives and polymer-based materials that burn off cleanly during the firing process. A suitable binder system must provide flexibility without interfering with downstream processing. When correctly selected, it allows easier forming and reduces cracking during drying.
The Dispersant for Stable Suspension
Dispersants prevent particle agglomeration by creating repulsive forces that keep solid particles evenly distributed throughout the liquid medium. Without them, hard clumps known as “fish-eyes” can form, which are difficult to break down and can cause localized density variations.
Selecting the right dispersant for a specific powder and binder system results in a stable slurry that remains uniform during storage and processing. In industries that produce ceramic coatings or structural components, stability is the key to maintaining dimensional accuracy and surface quality.
3 Key Parameters That Influence Slurry Homogeneity
Mixing ceramic slurry requires precise control over several process variables. The following parameters play a direct role in determining how evenly the mixture comes together.
1. Viscosity and Rheology
Viscosity describes how easily the slurry flows. In processes such as slip casting, tape casting, or spray drying, the right viscosity allows the material to fill molds or spray evenly without clogging.
The flow behavior, known as rheology, depends on several interrelated factors:
Solid loading: A higher solid content increases viscosity and also enhances packing density.
Temperature: Warm conditions generally reduce viscosity, often improving flow.
pH and additives: Even small pH changes can alter particle interactions and flow behavior.
Careful control of rheology helps the slurry behave consistently from one batch to the next, enabling predictable forming and firing outcomes.
2. Mixing Time and Speed
Both time and speed directly affect how well materials come together. Too little mixing, and particles stay clumped. Too much, and sensitive additives start to break down.
Operators look for visual or measurable cues, such as torque changes, temperature rises, or energy input, to determine when the slurry is properly blended. Achieving the balance requires experience and meticulous attention to detail.
In large-scale ceramic production, even a few minutes’ difference can significantly impact particle dispersion and the consistency of the final product. Possible alternative sentence, In ceramic production, reliable consistent material is required for quality. Insuring the correct amount of mixing intensity is vital, low intensity could mean unmixed material and high intensity could damage the material.
3. De-Airing and Deagglomeration
Air and agglomerates are two of the most common hidden problems in slurry mixing. Both can ruin uniformity if left unchecked. De-airing removes trapped gases that can expand during firing and create internal voids. Deagglomeration breaks apart stubborn clumps of powder to create a truly even suspension.
The following are key benefits of proper de-airing and deagglomeration:
Improved density: Removing air ensures even packing and eliminates internal voids.
Better surface quality: A smoother, air-free mix leads to defect-free forming and glazing.
Reduced waste: Fewer rejects result from consistent, homogenous materials.
Vacuum-assisted mixing or high-shear mechanical agitation are common techniques used to achieve these outcomes in advanced ceramic manufacturing environments.
Comparing Mixing Technologies in Ceramic Production
The method of mixing can dramatically affect both quality and efficiency. Understanding the difference between traditional batch systems and modern continuous mixers helps manufacturers make informed decisions.
Traditional Batch Mixing
Batch mixing involves loading all materials into a tank, mixing them for a set period, and then discharging the finished slurry. This approach remains common in many facilities but has clear limitations.
The following challenges may arise from batch mixing:
Inconsistent results: Each batch may vary slightly in composition or temperature, causing variation between runs.
Extended downtime: Cleaning between batches adds nonproductive time and increases labor costs.
For high-volume production or tight-tolerance applications, these drawbacks can limit productivity and quality control.
Modern Continuous Mixing
Continuous mixing eliminates many of these issues associated with batch mixing by combining precise metering, blending, and discharge into a single, ongoing process. Raw materials enter at controlled rates and are mixed in real time, producing a constant stream of uniform slurry.
Key advantages of continuous mixing include:
Superior consistency: Continuous processing ensures identical conditions at every moment of operation.
Higher throughput: Material flows uninterrupted, reducing downtime and improving output.
Enhanced process control: Operators can make minor adjustments on the fly to maintain desired viscosity or composition.
In ceramic manufacturing, continuous mixing has proven especially valuable for producing slurries with strict performance requirements, such as dielectric ceramics or structural refractories.
Achieving Consistent Results With Readco Kurimoto
The challenges of traditional slurry mixing, such as uneven dispersion, long cleanup times, and process variation, are precisely what Readco Kurimoto’s technology was designed to solve.
The Readco Continuous Processor (CP) combines twin-screw, co-rotating technology with a self-wiping design that continuously blends, kneads, and homogenizes materials. This helps ensure every component, such as ceramic powders, binders, dispersants, and additives, is evenly distributed.
Contact the Readco Kurimoto team today to learn how the Continuous Processor can bring unmatched consistency, efficiency, and durability to your operation.
Posted by Dillon Snyder on | Comments Off on How to Improve the Mixing Process for Adhesive Manufacturing
In order to maximize adhesive performance, you must ensure the quality and consistency of the mix of your input materials. When you find reliable processes for adhesive mixing, you can minimize batch failures, support product performance, and reduce waste. This article outlines common issues that arise when mixing adhesives and provides ways to mix adhesives efficiently.
Signs Your Adhesive Mixing Process Needs Improvement
When mixing adhesives, you may encounter various issues that affect product quality and performance. These signs likely indicate that you should improve your mixing process:
Product quality issues: Batches may vary in viscosity, texture, or even color.
Defects: You may notice visual defects such as agglomerates (clumps), streaks, or gels in the adhesive.
Trapped air: Any voids or trapped air bubbles in the adhesive mix can weaken bond strength and affect the product’s structural integrity.
Dead zones: In larger containers or inefficient mixing systems, dead spots can occur, resulting in uniformity issues in the product. Often, denser materials separate from the mixture and do not disperse properly.
Curing issues: Some particles in the adhesive mix will be hotter than others due to uneven shearing rates. This can cause inconsistent curing.
Solving Mixing Issues With Traditional Batch Equipment
Traditional batch mixing systems have evolved to tackle some mixing issues. These are best practices to follow when mixing adhesives:
Use High-Shear Mixers for Better Dispersion
The more viscous your adhesive mixture is, the greater the shearing force required to disperse all the particles, creating a clump-free and uniform product. This minimizes weak spots and ensures your product performs as designed. A high-shear mixer typically creates a vortex that pulls materials down into the blade.
This only works with materials that are fluid enough to flow back toward the blade. It would not be suitable for thicker pastes, as the material would not flow back, and no mixing would occur.
It is essential to use the correct shear for the mixture, particularly with more sensitive components. Otherwise, high-shear mixers can cause breakdowns in polymer chains, weakening the adhesives’ overall durability. These mixers can also damage or crush fillers, which can lead to a denser product or undesirable changes in viscosity, rather than the expected results.
Use Planetary Mixers for High-Viscosity Pastes
The orbital motion of planetary mixers helps to mix thicker putties or caulks. Double planetary mixers are typically more common, with two identical arms that perform a kneading, folding, and wiping motion. The movement of the arms allows the whole batch to be mixed, minimizing dead zones.
Planetary mixers are better suited for handling more sensitive materials. They generate less shearing force compared to high-shear mixers. The drawbacks of planetary mixers include their relatively long cycle times. Despite the coverage provided by the orbital path of the mixer’s arms, batch-to-batch consistency also remains a challenge, which relies on the operator’s skill and procedure.
Use Multi-Shaft Mixers for All-in-One Processing
Like the double planetary mixer, multi-shaft mixers have more than one arm or tool. While multi-shaft mixers also have multiple tools, their individual shafts typically rotate rather than orbiting the container as a single unit, allowing for precise, independent control over each mixing element. For example, one blade scrapes the sides and pushes material inward toward a high-shear dispersing blade in the center.
Rather than having to use different containers and mixing equipment, multi-shaft mixers can combine these two types of mixing. However, these mixers are still part of a batch process and its stop-and-go pattern of production. This means there is still downtime between batches and some potential for variation.
Why Continuous Processing Is Superior
One of the biggest issues with batch mixing adhesives is the process’s intermittent nature. You manually load each container or batch, which is the reason why variations can occur between batches made at the start versus the end of a day, for example. There is a fragmented workflow because of the need to intervene and get production moving. This can make it difficult to scale your operations without significant investment in more machines and labor.
With Continuous Processing, rather than having multiple mixing machines, there is a single continuous processor that can perform multiple mixing operations in one unit. A continuous processor takes much smaller amounts of material and mixes them in a short period of time, and does this continuously to meet various run rates up to thousands of pounds of material per hour.
Here’s why continuous processing is the best way to mix adhesives efficiently:
Ensure consistency: Feeders and pumps help add precisely the right amount of raw materials to ensure consistent ratios. This can be enhanced by using loss-in-weight technology to maintain a specific throughput. Continuous processors can work at different throughputs and shear intensities as needed.
Maintain shear and heat history: Unlike in batch mixing, where some material can be overworked and cause uneven curing rates, the particles in continuous processing are exposed to the same conditions, giving them the same shear and heat history.
Maximize efficiency: The continuous processor requires fewer steps. It can perform multiple mixing operations and eliminates the need for manual loading of containers. In addition, you can run your operations 24/7 to increase throughput.
Reduce waste: By metering the precise amounts of materials as required, there is less waste compared to batch mixing large containers. Continuous processors also require less energy.
Less cleaning: Cleaning out batch mixers can take as long as eight hours. Continuous processors can be self-cleaning, which saves time and gets you back to productive work more quickly.
Increase safety: Continuous processors are enclosed units, which means there are fewer safety issues compared to loading batch mixers. The closed units also reduce exposure to chemicals. This can help you comply with OSHA regulations on substance exposure more easily — dust and contaminants are kept inside the processor.
Better space utilization: Continuous processing requires less factory floor space as there are fewer pieces of equipment involved.
Increase output: Using a dependable continuous processor can increase output from the non-productive downtime of loading and handling containers in batch mixing.
Posted by Dillon Snyder on | Comments Off on Meeting Regulations for Mixing Pharmaceuticals
Pharmaceutical companies are under constant pressure to meet safety standards. Regulators demand uniformity, purity, and traceability at every stage. For manufacturers, compliance is a legal requirement and a responsibility to patients.
Unfortunately, achieving compliance in pharmaceutical mixing isn’t always straightforward because traditional methods can leave gaps that make it challenging to demonstrate regulatory alignment. The good news is that advanced mixing technologies have revolutionized the industry. Continuous processing is helping manufacturers integrate regulatory standards into their workflows and confidently meet requirements.
For pharmaceutical manufacturers, these rules require more than quality checks at the end of the production process. They demand compliance at every stage, including mixing. Companies must demonstrate blend uniformity, prevent contamination, and validate that their processes perform as intended.
A Modern Framework for Pharmaceutical Compliance
Pharmaceutical mixing regulations may seem complex, but they protect patient safety by ensuring consistency and control. When regulators inspect, they assess the ingredients used in making the finished drug and whether the process can consistently produce reliable results.
Achieving blend uniformity: Ensuring every unit of medicine contains the correct dosage.
Preventing contamination: Protecting both products and operators from harmful exposure.
Ensuring process validation: Providing documented proof that a process consistently produces results within safe, acceptable ranges.
Why Regulators Care About Uniformity
Uniformity is central to patient safety. An unevenly distributed active pharmaceutical ingredient may result in the final dosage form containing either too much or too little medication. That means one patient could receive a sub-therapeutic dose, while another could unknowingly expose themselves to harmful levels of the drug.
A lack of uniformity often results in recalls. For example, a company may need to withdraw a drug from the market if testing reveals that tablets vary in strength beyond acceptable limits. These events disrupt supply chains and erode trust with patients and health care providers.
The Challenges of Batch Mixing
Traditional large-scale batch mixers struggle to deliver the level of uniformity regulators demand. Typical problems include the following.
Dead zones: Areas inside the vessel where powder does not fully mix.
Inconsistent blending: Variability across the top, middle, and bottom of a large batch.
Extensive sampling needs: Manufacturers must take numerous samples to prove uniformity.
Even with careful monitoring, it’s challenging to guarantee that every unit produced from a batch contains the correct amount of the active ingredient.
Continuous Processors
Continuous processing offers a fundamentally different approach to solving the uniformity challenge. Instead of blending massive volumes in one batch, material flows through the processor under controlled conditions.
Steady-state mixing: Continuous flow reduces variability and stabilizes output.
First-in, first-out flow: Ensures all material experiences identical conditions.
Easier verification: Real-time monitoring supports continuous documentation for audits.
Enclosed architecture: Provides a physical barrier, protecting the product from outside contaminants.
Operator protection: Prevents workers from hazardous dust or vapors.
Simplified cleaning: Fewer exposed surfaces mean faster cleaning and easier validation.
Beyond patient safety, regulators also focus on protecting operators who handle hazardous or high-potency compounds. Effective containment measures must shield the product and protect the people who make it.
Product integrity: Preventing airborne particles or environmental contaminants from entering the mix.
Operator safety: Limiting exposure to potent active ingredients or fine powders.
Traditional open mixing systems expose materials and equipment surfaces to the environment. Between product runs, this results in lengthy cleaning cycles and complex validation steps to prevent cross-contamination. These labor-intensive cleanings can increase downtime, especially in facilities that manufacture multiple drug types.
Achieving Repeatability for Process Validation
The FDA requires manufacturers to prove that their processes consistently produce products that meet predetermined specifications. This validation often follows one of three frameworks.
Operational qualification: Confirms the system performs as intended under typical conditions.
Performance qualification: Demonstrates that the system produces consistent, compliant results in practice.
Challenges of Uncontrolled Processes
Critical variables such as temperature, residence time, and mixing energy can fluctuate in traditional batch mixing. Proving that these variables remain within acceptable ranges is challenging, which can increase the regulatory compliance burden.
How Mixing Equipment Can Help You Meet Regulations
You can’t achieve pharmaceutical compliance through paperwork alone. It depends on designing processes that inherently meet regulatory standards. Choosing premium-quality mixing equipment is a strategic way to integrate compliance into your everyday operations.
Continuous processors: Deliver repeatable blend uniformity, addressing one of the most critical regulatory requirements.
Provide physical and procedural safeguards against contamination, protecting products and operators.
Offer precise, documented control over variables, making process validation more straightforward.
Build a Compliant Process With an Expert Partner
Pharmaceutical manufacturers must fulfill demanding requirements. A single compliance failure can result in recalls, production downtime, or regulatory sanctions. The solution is to choose equipment designed to address these challenges. Companies can build processes that align with cGMP standards by integrating continuous processing into their production design.
With a reputation for world-class engineering, Readco Kurimoto specializes in built-to-last, advanced mixing technology. Our products streamline mixing to meet the most stringent processing needs. Contact us today to explore our solutions.
Posted by Readco Kurimoto on | Comments Off on How Advanced Mixing Technologies Are Improving Battery Performance
In the race to create stronger, longer-lasting batteries, one process often determines success or failure long before assembly — the mixing stage. A battery is only as good as its electrode chemistry. Weather mixing powders, or powders with binders and solvents, proper mixing forms the heart of every cell. If the components are not blended just right, the final battery can lose power faster, experience longer recharge times, heat up during use, or fail long before its expected lifespan.
Advanced mixing technologies take what used to be a slow, inconsistent process and turn it into one that is steady, reliable, and easy to scale. Learn how advanced mixing technologies are improving battery performance and helping companies achieve consistent results while boosting profitability.
Why Mixing Matters in Battery Manufacturing
A battery’s electrodes start as a slurry, a blend of active materials, binders, solvents, and conductive additives. When this slurry is spread onto metal foil and dried, it forms the layers that store and move energy. More recently solid-state batteries and dry electrode batteries have come into play. These dry blends must be completely dispersed and free of voids that could disrupt ionic pathways.
If the mixing process falls short, the consequences can be severe:
Uneven coatings: Areas with too much or too little binder can cause patchy layers that flake or crack.
Lower capacity: Poor dispersion of active materials may limit how much charge the battery can hold.
Reduced lifespan: Internal inconsistencies can cause faster wear during charging and discharging.
Each batch depends on operator timing, temperature, and mixing speed. Even slight differences can change how well materials blend. One batch may have a perfect texture, and the next may be too thick or uneven. Over time, this variation shows up in battery performance, making it more challenging to maintain strict quality standards.
2. Long Cleaning and Setup Times
Batch systems require frequent cleanings between runs. Cleaning for thick slurries can take hours and use large amounts of solvent. That is lost production time and can lead to higher costs.
3. Scale-Up Challenges
A process that works in the lab does not always scale to full production. Larger equipment changes how shear forces act on the slurry, often leading to longer mix times and variations in results. That means more trial and error before reaching a consistent output.
These challenges often limit manufacturers looking to scale quickly or tighten control. Continuous processing offers a way forward.
The Shift to Continuous Processing
Continuous processes replace batch cycles by mixing materials in a steady flow instead of one batch at a time. Ingredients are continuously fed, blended, and discharged in a single, ongoing process.
This approach keeps the system running smoothly while maintaining the same conditions continuously. The benefits include:
Improved quality and repeatability: Constant shear and temperature mean every bit of slurry is mixed the same way.
Improved efficiency: Production never stops between batches.
Less waste: Materials are metered precisely, reducing excess use of powders or solvents.
Continuous processing allows for real-time monitoring. Operators can track torque, temperature, and flow to ensure every part of the process stays within its ideal range, something that is more challenging to achieve in traditional systems.
How Advanced Mixing Improves Battery Materials
Each stage of the mixing process plays a role in how well the battery will perform later on. Advanced mixing technologies make these steps faster, more consistent, and easier to control.
1. Accurate Ingredient Additions
Powders and liquids need to be measured accurately as they enter the mixer. Advanced feeders do this automatically, delivering consistent ratios all the time.
2. Wetting the Powders
Wetting happens when dry powders meet the liquid binder or solvent. If they clump together at this stage, it is nearly impossible to fix later. Continuous mixers control the contact rate between solids and liquids, allowing particles to wet evenly. The result is a fully dispersed mixture free of agglomerations.
3. Dispersing the Materials
Once everything is wet, the goal is to spread the particles evenly. Advanced twin-screw mixing applies the right amount of energy to particles without over shearing. For example, too much shear can break down the graphite structure in graphite anodes. Controlled mixing preserves particle shape while still achieving complete dispersion. Dry battery technologies need excellent dispersion as well. These applications often require more shear and horsepower to completely disperse. Continuous processing can impart the necessary amount of shear in a much shorter time than batch processing. All this can be accomplished without damaging nanostructures of the powders.
4. Controlling Temperature
Continuous mixers help with precise temperature control, circulating coolant through the system to keep conditions steady. By protecting the chemistry, the mixer also protects long-term performance.
5. Controlled Mixing
The level of mixing applied to material as it passes through the mix chamber is consistent and repeatable.
How Better Mixing Translates Into Better Batteries
Higher energy density: Even particle dispersion allows more active material to do its job, boosting capacity.
Longer cycle life: Uniform coatings reduce internal stress and cracking, helping batteries last through more charge cycles.
Lower internal resistance: Better conductivity paths reduce power loss and heat generation.
Cleaner production: Fewer defects mean less waste, fewer coating issues, and faster quality approvals.
Faster throughput: Continuous operation keeps production moving without pauses for cleaning or resets.
The overall result is a battery that performs more reliably, lasts longer, and is faster to produce — beneficial for both manufacturers and end users.
What to Look for in a Mixing System
If you are evaluating mixing equipment for battery materials, consider the following:
Precise control: Ability to consistently manage shear, temperature, and feed rate
Easy cleaning: Self-wiping or quick-access design reduces downtime
Scalability: Proven results from lab to full-scale production
Material compatibility: Suitable construction materials for your solvents and binders, non-metallic mixing component options for mitigating metal entrainment.
Process monitoring: Real-time data on torque, power, and temperature for quality assurance
These features can help ensure your system supports performance and productivity goals.
Building Better Batteries Starts With a Better Mix
Every improvement in battery performance starts with a consistent, well-made slurry. Advanced mixing technologies, such as continuous systems, help manufacturers overcome the challenges of traditional batch methods, improving quality, speed, and reliability across production.
Stabilizing each part of the process, from wetting to final dispersion, makes it easier to scale new chemistries, reduce waste, and produce batteries that perform exactly as designed. Readco Kurimoto brings engineering expertise, precision design, and commitment to reliability to every continuous processor we build.
Our advanced mixing technology for batteries gives manufacturers the consistency, efficiency, and scalability needed to stay ahead in the rapidly evolving battery industry. Avoid letting outdated batch processes hold your operations back. Contact our team today to learn more.
Posted by Readco Kurimoto on | Comments Off on The Role of Mixing Equipment in Drug Development and Manufacturing
The need for safer and higher-quality drug production is prompting changes in the pharmaceutical industry. Innovative mixing technologies are emerging as a solution for transforming traditional workflows. These systems enhance product consistency, improve efficiency, reduce waste, and offer superior process control, making them essential tools for meeting modern drug development and manufacturing needs.
The Importance of Mixing in the Pharmaceutical Industry
Mixing is foundational to drug development and manufacturing, affecting every aspect from product uniformity to process efficiency and quality. Pharmaceutical products require homogeneity, reproducibility, and quality to ensure therapeutic efficacy and patient safety. Advanced mixing equipment is critical for meeting these requirements. While traditional mixing methods have limitations with process control, scaling operations, and dead zones, advanced mixing technologies overcome these challenges to ensure more effective medicines.
Mixing is fundamental in various pharmaceutical processes:
Formulation development: Mixing ensures each dosage unit contains the correct amount of ingredients to prevent under- or overdosing. During formulation development, mixing directly affects product consistency and uniformity.
Active pharmaceutical ingredient (API) synthesis: Advanced mixing enhances reaction rates, minimizes by-product formation, and improves yields. Mixing also promotes effective contact between reactants, controls temperature, and disperses heat to facilitate chemical reactions to produce APIs.
Granulation: Tablet production requires even distribution and uniform granule size and composition. Mixing improves tablet compressibility and reduces segregation.
Dissolution: Mixing increases dissolution rates by reducing concentration gradients. The process ensures complete dissolution, accurate dosing, and reliable results.
Cell culture: Mixing processes maintain uniform nutrient and oxygen distribution to promote cell growth for biologics production. This process maximizes cell viability, productivity, and product quality.
Selecting the Right Mixing Equipment for Pharmaceutical Production
Specialized equipment plays a pivotal role in meeting drug formulation requirements. Key mixing equipment technologies include:
Continuous Processor (CP)
Continuous mixing processors meter raw materials as they enter the mixing chamber and create a consistent mixture by subjecting the materials to the appropriate amount of shear intensity. Continuous processing transforms pharmaceutical manufacturing by enabling faster, more efficient, and more controlled production. Materials move through each operation without interruption, and sensors and analytics enable real-time quality assurance and process adjustments.
CPs automate material handling, reducing the risk of contamination. Real-time quality control features allow teams to detect and correct deviations immediately. CPs also offer flexibility by enabling rapid changeover between formulations and better scalability.
This mixing equipment is particularly useful for applications requiring continuity, including:
Blending, granulation, drying, and tableting for capsules and tablets
Film coating of pellets or tablets
Aseptic processing for injectables
Flow reactors for chemical synthesis, crystallization, and purification
Self-Contained Processor (SCP)
SCPs optimize volatile production processing and transform materials into dry powder. These processors streamline heat transfer and produce accurate output by leveraging a barrel jacket and hollow counter-rotating shafts. SCPs are closed-system units that may perform multiple processing steps, such as mixing, granulation, and drying, within a single piece of equipment. The closed, integrated system reduces risk of contamination, improves operator safety, simplifies process validations, and enhances process control.
Raw materials are automatically fed into the processor, and the system performs sequential or simultaneous processing operations. SCPs leverage sensors and analytical technology, allowing operators to monitor critical parameters such as particle size, temperature, and moisture. Finished products move directly into downstream equipment or containers with minimal to no environmental exposure.
These integrated systems are ideal for high-potency drugs and clinical manufacturing. Specific applications include:
High-potency API processing
Clinical production needing rapid changeovers
Small-scale production for personalized medicines
Sterile production requiring minimal contamination risks
Oral solid dosage manufacturing for tablets and capsules
Continuous Hybrid Reactor (CHR)
CHRs facilitate safe, efficient, and repeatable chemical reactions. These systems leverage heat and vacuum while agitating materials continuously and exposing more surface areas to assist with polymerization, reactions, and the removal of off-gases, moisture, monomers, or volatiles. CHRs excel at mixing, heat transfer, and waste reduction.
CHRs work by combining the features of a continuous mixer and a reactor. A deep vacuum facilitates chemical reactions, degassing, evaporation, drying, and other processes to create pastes, powders, and slurries in a single step. Processing begins as primary reactants move through the feed and injection ports. The appropriate chemical reaction begins inside the barrel, and the vacuum removes volatiles. These capabilities enhance reaction rates and yields, improve process control, and reduce waste and energy consumption.
These systems are ideal for complex syntheses, agile manufacturing environments, and process intensification. Specific applications include:
Crystallization
Polymerization
Process intensification
Reactions benefiting from continuous flow
API synthesis
The Benefits of Advanced Mixing Technologies in Pharma
These advanced mixing technologies offer significant advances in efficiency, safety, flexibility, control, and quality. Adopting CP, SCP, or CHR systems can enable faster, safer, and more reliable drug development and manufacturing. These solutions offer benefits like:
Improved efficiency and productivity: These systems support high throughputs and rapid changeovers while requiring less downtime and leveraging integrated operations.
Enhanced product quality and consistency: Advanced mixing technologies improve product quality and consistency by ensuring precise control, reducing contamination, and offering real-time monitoring.
Reduced costs and waste: SCPs, CPs, and CHRs minimize manual cleaning efforts, produce less material loss and optimize reactions.
Increased safety and containment: Closed systems and integrated systems increase operator safety and reduce contamination risks.
Greater flexibility and scalability: These solutions are adaptable for various products and support operation scaling.
Better process control and monitoring: Advanced technologies enable real-time monitoring, automated capabilities, accurate analytics, and integrated sensors to enhance process control and monitoring.
Challenges and Considerations for Technology Implementation
Although advanced mixing technologies offer immense benefits, process development laboratories often face challenges when implementing these solutions. Implementing the best mixing equipment for pharmaceutical manufacturing requires careful consideration and process changes that can make the transition challenging. Key challenges and considerations include:
Initial investment costs: Advanced solutions often require significant upfront capital, existing system integration, and facility modifications. These costs can be a significant barrier for smaller companies or teams with tight budget constraints. Conducting a thorough cost-benefit analysis can help teams overcome this barrier by allowing leaders to analyze long-term saving potential from reduced waste and improved efficiency.
Process development and optimization: Teams must also consider process optimization to ensure compatibility with specific production goals and formulations. Organizations may need to conduct extensive experimentation or validation work to support process development. Partnering with experienced equipment suppliers can combat this challenge by ensuring teams have reliable support and guidance for selecting, customizing, and integrating advanced solutions.
Regulatory compliance: Mixing systems must meet regulatory requirements for pharmaceutical manufacturing, but navigating these regulations can be complex and time-consuming. Companies should implement robust process validation procedures, maintain detailed records of process changes, and leverage digital tools for data management to ensure compliance alignment.
Training and expertise: Adopting new technologies requires specialized knowledge for maintenance, operation, and troubleshooting. A lack of experience can hinder successful implementation and ongoing performance. Organizations should invest in comprehensive training programs and ongoing education to ensure knowledge transfer.
Improve Mixing Efficiency in Drug Development
Readco Kurimoto is a process development and improvement company that leverages extensive experience and process development testing to transform manufacturing methods. If you require reliable systems for pharmaceutical operations, trust our team to deliver comprehensive solutions. Connect with our team to learn more about our advanced mixing solutions.
Posted by Readco Kurimoto on | Comments Off on Continuous Processing for Personalized Medicine: Enabling On-Demand Drug Manufacturing
Personalized medicine could revolutionize health care. Therapies designed to treat patients based on their genetic conditions, disease subtypes, and biomarkers could boost success rates and improve overall value for patients. Unfortunately, traditional batch manufacturing methods lack opportunities to meet demands and support efficient personalized medicine production.
Thankfully, another solution is on the horizon — continuous manufacturing. Personalized medicine could make health care more precise, patient-centered, and proactive. With the help of continuous processing, health care teams can ensure the right person receives necessary treatments at the correct time. This strategy could transform the health care industry by solving traditional batch manufacturing challenges and enabling on-demand drug manufacturing.
While batch processing has a definitive start and end, continuous processing runs nonstop. Raw materials enter mixers at one end of the process, and final products emerge at the other. Manufacturers needing high-volume production or requiring immense quality control and consistency use this method to increase efficiency and improve product safety.
Batch manufacturing produces identical goods simultaneously in batches. As products move throughout the production process, each batch must complete one stage before the next batch can begin. Raw materials only move from stage to stage after all materials in the batch have completed the current stage.
For example, consider a pharmaceutical company needing 100,000 tablets of a pain relief medication. One stage of batch processing could consist of weighing and mixing ingredients, while another stage could involve compressing granules into a tablet press. The final stage would consist of packaging. The company would need to complete several batches to reach the 100,000 tablet goal.
In continuous manufacturing, production occurs without interruption. Using the same example, a pharmaceutical company could rely on continuous processing to feed raw materials at a controlled rate into a mixer. Materials would move through processes like granulation, drying, compression, and packaging seamlessly, producing finished products without stops between stages.
Many businesses opt for continuous processing to increase efficiency and productivity. Continuous manufacturing can enhance process control and improve product quality while reducing operational costs and creating a smaller footprint. To deliver these benefits, continuous processing relies on several key principles:
Continuous flow of materials: Rather than processing a fixed amount of raw materials, products move through each stage in an uninterrupted stream. This steady flow reduces downtime between steps and enables faster production.
Real-time monitoring and control: Sensors and analytical tools monitor the production process in real time. Instruments measure critical attributes such as content uniformity, weight, and moisture levels to identify deviations or quality issues immediately.
Automated processes: Continuous manufacturing minimizes human responsibility in the production process. Advanced automation and software systems control the entire manufacturing process, ensuring consistency, reducing human error, and ensuring rapid response to process changes.
The Role of Continuous Manufacturing in Personalized Medicine
Continuous manufacturing makes it possible to quickly, safely, and efficiently produce personalized medicines. This production method allows you to quickly adjust systems to produce various drug formulations, dosages, and combinations. This means manufacturers can reprogram systems on the fly. Sometime minor changes can be realized without needing to halt the entire process or simplify cleaning procedures between batches. Additionally, this method allows manufacturers to produce medicines as needed rather than in large, fixed batches.
For example, teams could tailor chemotherapy capsules and tablets, customizing drug type and dosage to a patient’s genetic profile. Antidepressants could be adjusted to optimize efficacy and minimize side effects based on a patient’s needs. For patients needing nonstandard strengths or special formulations, such as children or elderly patients, continuous manufacturing can simplify the production process to ensure precise doses. This method could even aid in treating rare diseases by allowing teams to produce small quantities of small-molecule drugs and enzyme therapies while reducing waste.
This process could also create new opportunities for point-of-care manufacturing and decentralized drug production. With the right equipment and systems, teams could complete personalized medicine manufacturing directly at the location where patients receive care, including clinics, hospitals, or pharmacies. In emergencies, point-of-care manufacturing could enable faster responses to outbreaks or critical needs.
Key Technologies Driving Continuous Processing for Personalized Medicine
Continuous processing enables teams to create recipes that are not possible using batch processing methods. This method relies on advanced technologies to simplify scaling, improve process control, and improve utilization. The tech behind the transformation includes:
Microreactors: Microreactors are highly controlled reaction vessels that enable precise control over chemical reactions. These instruments make it safe to synthesize potent or complex drugs while ensuring product quality and improving reproducibility.
3D printing: These machines allow teams to create customized drug formulations and delivery devices. 3D printers can leverage materials like liquids, gels, and powders to create tablets and pills with customized dosages and profiles.
Process Analytical Technology (PAT): This suite of real-time monitoring tools consists of sensors, software, and analyzers that track quality attributes. PAT can ensure every dose meets stringent quality standards, even as formulations change.
Automation and advanced control systems: Integrated hardware and software optimize the manufacturing processes while minimizing the need for human intervention. These technologies ensure consistent product quality and efficient operation by adjusting ingredient feeds, enabling remote monitoring, and coordinating technologies for seamless production.
Benefits of Continuous Manufacturing for Medicine
Continuous manufacturing offers a range of benefits, especially compared to traditional batch processing. Benefits of this method include:
Improved drug quality and consistency: Real-time monitoring and control systems ensure every medication meets strict quality standards while meeting patient needs. This method reduces variability between batches, minimizing the risk of recalls or defects.
Reduced manufacturing costs: Continuous processes use energy and materials more efficiently than traditional methods, empowering teams to reduce waste, minimize downtime, and lower utility usage. This method requires less human labor, less inventory, and lower raw material quantities, which can translate to significant cost savings and optimization.
Faster time to market for new therapies: With real-time quality assurance and rapid scale-up, manufacturing teams can shorten the time to market for new therapies. On-demand manufacturing can also allow teams to respond faster to emerging health threats and, potentially, shorten clinical timelines.
Enhanced process control and traceability: Advanced technologies and monitoring systems enhance process control and traceability. Manufacturers can immediately detect and correct process deviations, ensure consistent product quality, and maintain detailed records for every produced unit. If an issue arises, this information and technology will make it easier to identify the root cause.
More sustainable manufacturing: Continuous processing allows manufacturers to create a smaller footprint by reducing waste and enhancing energy efficiency. On-demand production eliminates overproduction challenges and product waste. Additionally, immediate process deviation detection allows manufacturers to further minimize wasted materials.
Challenges of Implementing Continuous Pharmaceutical Manufacturing
Like many new processes and technologies, continuous manufacturing offers exciting opportunities but also presents unique challenges, including:
Regulatory hurdles and the need for clear guidelines: Many current regulatory frameworks center around traditional batch processing, which means the new concepts of continuous manufacturing may not fit into existing regulations. Uncertainty about regulatory expectations could slow process adoption.
Technology adoption and integration: This method requires new equipment and technologies. Integrating these technologies with existing IT systems and infrastructure could pose complex and costly challenges. Teams may experience disruptions during transition or lack the resources for the high upfront investment.
Process development and optimization: Developing robust processes for complex pharmaceuticals is technically demanding. Each drug may require unique parameters, validation approaches, or control strategies. This challenge could result in longer development timelines or demand extensive process modeling.
Workforce training and education: Although advanced technologies and systems power continuous processing, a skilled workforce is still necessary. Many pharmaceutical professionals may lack the technical skills to understand the data analytics and process controls that drive this production method. Large skills gaps could slow process implementation or increase the risk of errors.
Implementing continuous processing requires overcoming regulatory uncertainty, investing in technology, developing robust processes, and upskilling the workforce. The next few years could see regulation innovation, technology partnerships, workforce development initiatives, and data-driven collaboration to overcome these challenges and unlock the full potential of continuous manufacturing in modern medicine.
Posted by Readco Kurimoto on | Comments Off on The Benefits of Continuous Mixers for Sanitary and Aseptic Processing in the Food Industry
Maintaining the highest standard of safety and hygiene is essential in modern food production, and traditional mixing systems no longer meet these requirements. Traditional systems present significant risks of contamination and exposure to environmental elements, which impact food quality, shelf life, and safety. To overcome these challenges, food production teams are embracing continuous mixers.
Continuous mixers with their inherently closed design are essential in any food application where hygiene, safety, increased volume, and product consistency are high priorities. These mixers are suitable for applications across the industry, from protein shakes to peanut butter. Here, you can learn more about this equipment and its role in revolutionizing the industry.
The Critical Role of Hygiene in Food Production
Food manufacturers have an ethical and legal responsibility to maintain high-quality hygiene standards and control measures. Hygienic food processing is critical for preventing foodborne illnesses and ensuring the safety of every consumer. Without proper hygienic measures, food can face contamination, which can result in:
Illness: Foodborne illnesses can result from parasites, viruses, or bacteria. Some contamination can cause symptoms like fever or vomiting, but severe cases can result in hospitalization or death.
Allergic reactions: Cross-contamination with allergens like nuts, dairy, or gluten can trigger allergic reactions in sensitive consumers. Allergic reactions can trigger physical discomfort or life-threatening reactions.
Physical injuries: Foreign objects like metal, plastic, glass, or hair can end up in food. These objects can lead to choking or other forms of physical injury.
Economic losses: Companies must recall contaminated food products or otherwise work to remedy the situation. In many cases, these actions lead to financial losses for producers and retailers and lowered consumer trust, which can impact future sales.
Legal consequences: Food contamination can result in fines, lawsuits, and criminal charges, depending on the severity and circumstances. These legal consequences can impact any individual or company responsible for the contamination.
With severe consequences on the line, stringent process controls are needed. One method for maintaining aseptic and sanitary processing conditions is the use of continuous mixers. Continuous mixers create a sealed and controlled environment for food products, minimizing contamination risks and ensuring high safety and hygiene standards.
Understanding Sanitary and Aseptic Processing
Sanitary and aseptic processing are two methods for keeping food and food-related products clean and safe. Both of these processes are crucial for ensuring product quality, preservation, and shelf life.
Sanitary processing
Sanitary processing focuses on minimizing contamination and maintaining hygiene. Sanitary practices and procedures aim to prevent contamination throughout the handling, preparation, and packaging processes. Often, organizations will implement regular cleaning protocols, use hygienic facility designs, and train staff on proper hygiene to maintain sanitary processing requirements.
Aseptic processing
Aseptic processing expands beyond sanitary processing. This method ensures that food and packaging are free of contaminants by sterilizing the products separately and combining them in a sterile environment. This more advanced method maintains sterility throughout the entire process. Teams may use filtration or heat to sterilize food, and they may sterilize packaging with heat, chemicals, radiation, or a combination of methods.
The Challenges of Traditional Mixing Systems in Sanitary Environments
Unfortunately, traditional mixing systems make it difficult to maintain the high cleanliness and control standards of modern food manufacturing. These systems come with hidden risks that can compromise food safety and quality.
Potential hygiene challenges associated with traditional mixing systems include:
Difficult-to-clean areas and crevices: Traditional mixing systems often have complex shapes, joints, and dead spots that can be hard to access during cleaning processes. Food residues, like liquids and powders, can become trapped in these crevices and provide the nutrients for molds and bacteria to grow. Incomplete cleaning can allow these microorganisms to multiply between production runs.
Potential for microbial growth: Moist environments are prime locations for microorganisms to thrive. With inadequate cleaning measures, equipment can become a breeding ground for pathogens. This microbial growth can lead to food spoilage, impact flavors, or result in foodborne illnesses. Additionally, some microbes can form protective layers, making them even harder to remove in the future.
Risk of cross-contamination: Traditional systems tend to require manual ingredient additions and product removals. Food environments that use the same equipment for different products can face challenges regarding contamination. Even trace amounts of allergens can trigger severe consumer reactions, posing serious health and legal risks.
Exposure to the environment: Open or partially open mixing systems can allow air, dust, insects, and other contaminants to enter the mixing process. Operators near an open system could also introduce hair or skin cells that impact food quality. These airborne particles and foreign objects can lead to spoilage or consumer illness.
Continuous Mixers: Safe Food Processing Equipment
A modern solution has arisen to revolutionize food processing. Continuous mixers are purpose-built for food safety. This equipment leverages the following features to minimize contamination risks and enhance hygiene:
Closed and sealed designs: The entire mixing process occurs within a closed and sealed vessel. This design prevents contaminants from entering the mixing process, greatly reducing the risk of all types of contamination.
Smooth, crevice-free surfaces: These modern mixers feature smooth, often rounded surfaces that require minimal joints or welds. This crevice-free engineering eliminates challenges associated with cleaning hard-to-reach areas and reduces the risk of microbial growth in crevices.
Use of food-grade materials: Food-grade materials are nonreactive, corrosion-resistant, and easy to sanitize. Every part of the continuous mixer that comes in contact with food utilizes materials approved for food use, such as stainless steel. The stainless steel can be polished to eliminate rough surfaces promoting bacterial growth. Leveraging these materials eliminates risks associated with rusting, chemical leaching, and physical contamination that impact food quality.
Clean-in-Place and Sterilize-in-Place capabilities: Continuous mixers leverage automatic cleaning and sterilizing systems that ensure thorough cleaning and sterilization between batches. These systems maintain hygienic practices while minimizing downtime and reducing human labor.
Clean-in-Place (CIP) and Sterilize-in-Place (SIP) Systems
CIP and SIP systems play a critical role in continuous mixers. These systems automate and simplify cleaning and sterilization processes to reduce downtime, ensure reliable cleaning, minimize manual labor, and improve cleaning validation.
CIP Systems
CIP systems often operate with automated pumps. These pumps circulate cleaning solutions, such as detergents, sanitizers, and water, throughout the mixer. CIP systems often leverage spray balls, rotating nozzles, or jets to ensure every part of the mixer is clean.
SIP Systems
SIP systems initiate after the cleaning processes. The system circulates chemical sterilants or steam through the mixer, which destroys any remaining microorganisms. The system automatically manages elements like pressure, temperature, and time to ensure precise and effective sterilization.
Key Benefits of Closed Mixing Systems in the Food Industry
More and more food manufacturers are choosing continuous mixers to overcome the challenges of traditional mixing systems. These systems deliver immense benefits like:
Improved food safety.
Reduced contamination risks.
Enhanced hygiene and sanitation.
More effective and efficient cleaning.
Lowered operating costs due to reduced cleaning time and water usage.
Increased productivity and throughput.
Boosted consistency in product quality and conformity.
Operator safety
Reduced floor space
Lot tracing capabilities
USDA / 3A / FDA compliant
Applications of Continuous Mixers in Various Food Sectors
From dairy to sauces, continuous mixers aid in versatile applications across the food industry. Some common examples include:
Dairy processing: Dairy processing teams can use continuous mixers to mix milk, cream, cheese curds, yogurt, and flavored dairy drinks.
Beverage production: Teams producing juices, energy drinks, alcohol, plant-based beverages, and soft drinks can use mixers to dissolve sugars and blend vitamins into beverages.
Sauce and dressing manufacturing: Continuous mixers can emulsify oil and water phases, disperse spices, and ensure uniform consistency when producing mayonnaise, ketchup, barbecue sauces, and salad dressings.
Ready-to-eat meals: Stews, gravies, soups, and meal components can benefit from even seasoning and particulate distribution from continuous mixers.
Infant formula production: Mixing vitamins, minerals, and milk powders in a continuous environment can help infant formula producers meet strict safety standards.
Pharmaceutical food and nutritional supplements: Pharmaceutical and nutritional teams can use these mixers to ensure homogeneity and prevent cross-contamination in sensitive products like protein shakes and medical products.
High-viscosity mixing applications: Continuous mixers can leverage high-viscosity mixing techniques necessary to handle sticky or thick products like doughs, peanut butter, chocolate spreads, and pastes.
Ensure Product Quality and Safety With Readco Kurimoto
At Readco Kurimoto, we help industry leaders replace traditional manufacturing methods with innovative solutions. Our experience with food and confectionery mixing technology has empowered us to craft solutions that streamline mixing, evaporating, reacting, and crystallizing processes. Our Continuous Processor is the solution you need to meet the most stringent requirements. Tell us more about your needs to discover how we can benefit your business.
Posted by Readco Kurimoto on | Comments Off on How Continuous Processing Can Improve Pet Food Manufacturing
The pet food industry is strong, and consumer spending on pets continues to rise. A strong market leads to greater competition and market saturation — to remain successful, pet food manufacturers need to keep up with demand while overcoming hurdles like supply chain disruptions, labor challenges, and recalls.
One way they can do that is by investing in continuous processing equipment. Continuous processing in manufacturing means materials flow continuously through the production process from raw materials to finished product. This differs from batch manufacturing processes in many ways, most notably in its ability to facilitate nonstop production.
In pet food manufacturing, continuous processing is an effective way to scale up production and decrease labor cost, without compromising on quality. Learn more about how to improve pet food manufacturing efficiency with continuous processing.
The Challenges of Traditional Pet Food Manufacturing
The traditional batch processing method for pet food manufacturing involves gathering the ingredients needed for a single batch, mixing, preparing, and cooking them, and then further processing and packaging. Once one batch is complete, the process starts again for another batch. This process is effective for small-scale operations or ones that require switching between multiple different recipes, but it may not work well for high-demand environments.
Inconsistent product quality: Traditional pet food manufacturing transitions from one batch to another, meaning there’s more room for error. Stopping and starting production can cause slight variations in ingredients, mixing, cooking and processing that lead to inconsistent product quality. In cases like prescription pet food diets, precise control over ingredients is essential.
High labor costs: Batch processing is not automated, requiring more costly manual labor. Staff need to supervise the incorporation and mixing of ingredients, monitor the cooking process, and then transition back to the first step for the next batch.
Long production cycles: Because each batch is handled separately, batch processing often results in longer production cycles. When each batch takes longer to produce, it can impact efficiency and decrease output.
Difficulties in scaling up production: While batch processing is effective for smaller operations, it makes increasing production difficult for large-scale manufacturing.
Potential for contamination: Batch processing requires the transfer of materials from one process to another, increasing the safety risks. Meanwhile, continuous processing happens in an enclosed system, reducing the chances of contamination.
How Does Continuous Processing Improve Pet Food Manufacturing?
With the pet food industry booming, manufacturers need to add product lines, diversify offerings, and increase operations to satisfy demand. Continuous processing technology is essential to stay competitive and meet these increasing demands.
The benefits of continuous processing in pet food manufacturing include:
Improves Product Quality and Consistency
Continuous processing improves pet food manufacturing by ensuring consistent mixing, heating, and cooling, leading to uniform product quality. Precise control over process parameters, such as temperature, shear, and moisture content, is the only way to produce a consistent product at a large scale.
Even small variations in ingredients or cooking can impact the final product. For example, binders — like starches, flour, and proteins — play an important role in pet food quality by controlling shrinkage, moisture, and fat loss during processing. Incorrectly measuring the binding agents in one batch can result in a product that falls apart during packaging.
When pets and pet parents notice decreased product quality, it also leads to higher requests for returns and decreased customer satisfaction. Consistency is key to keeping customer loyalty and maintaining a positive brand reputation.
Increases Efficiency and Throughput
Batch-to-batch transfers require higher cycle times and reduce throughput. Meanwhile, continuous processing creates a more streamlined and efficient production process. Raw ingredients are continuously fed into the production line, which means a continuous output of finished products.
With automated process control and monitoring, any defects can be caught early. Rather than affecting an entire batch and halting production, staff can quickly address the problem while production continues.
Reduces Labor Costs
Increasing production while reducing costs is vital for continued success in any competitive market. For the pet food industry, continuous processing reduces the need for manual labor, allowing facilities to retain fewer staff and leading to significant cost savings. Employees can instead focus on more essential duties while the equipment operates independently. Continuous processing enhances safety for employees by eliminating lifting of heavy bags of materials. The closed design of a Continuous Processor keeps employees safe from moving machine parts and reduces slippery product spills on the manufacturing floor.
Enhances Food Safety
Continuous processing minimizes the risk of contamination by reducing the number of open transfers and handling steps. Using a closed-loop system, the raw ingredients are fed into the system at the first step and require minimal to no handling afterward. This process makes it easier to follow pet food safety regulations and demonstrate compliance during inspections.
Continuous processing machinery can implement automated cleaning and sanitation procedures, decreasing the risk of contamination. This process also allows for a higher degree of monitoring, as staff can quickly identify potential risks before they become problems.
Improves Resource Utilization and Sustainability
Continuous processing reduces waste and improves the utilization of raw materials, water, and energy. With more streamlined processes and higher efficiency, it cuts down on energy and resource consumption. Compared to batch processing, continuous manufacturing has a lower environmental footprint and leads to less waste.
Continuous Processing Technologies for Pet Food Manufacturing
Continuous processing can work for various pet food products, including:
Dry kibble.
Canned wet food.
Pouched wet food.
Freeze-dried foods.
Treats like biscuits, chews, and jerky.
Certain pharmaceuticals and nutraceuticals.
Adding blueberries, peas, or protein chunks into the above items to improve visual appearance
Equipment and machinery that pet food manufacturers use include:
Continuous mixers: Continuous pet food mixers ensure consistent and homogeneous mixing of ingredients, with high speed and excellent consistency. These systems also offer critical sanitary processing advantages, ensuring food safety compliance.
Continuous extruders: Single-screw and twin-screw generate high pressure which cook, shape, and texturize pet food products. Twin screw continuous mixers excel at dispersion and often improve total throughput when used to feed an extruder.
Continuous dryers: Dryers used in pet food manufacturing include twin screw continuous reactors, fluid bed dryers and belt dryers. They remove moisture from pet food products to improve shelf life.
Continuous coating systems: These systems apply coatings to pet food products to enhance flavor, appearance, and nutritional value.
Ready to Transform Your Pet Food Manufacturing?
Readco Kurimoto produces the best continuous pet food manufacturing equipment, enabling you to scale operations and maintain the high quality your customers expect. Our machines comply with stringent standards set by the Food and Drug Administration (FDA), the American Society of Mechanical Engineers (ASME), and the Association of American Feed Control Officials (AAFCO).
Readco Kurimoto’s continuous processor equipment is designed to withstand tough operating conditions while ensuring homogenized mixtures. Our process development laboratory is committed to ensuring your equipment operates as intended, performing extensive testing to verify it can operate at scale and integrate seamlessly into your operations. We also improve product tracing with advanced controls for input monitoring.
We use cookies to improve your website experience. To learn about our use of cookies and how you can manage your cookie settings, please see our Privacy Policy.