Posted by Readco Kurimoto on | Comments Off on How Continuous Processing of SBR Improves Rubber Production
Process engineers and scientists managing styrene-butadiene rubber (SBR) production need consistent product quality while maintaining efficient throughput. For decades, batch processing has been the accepted standard. While it’s an important legacy process, this standard can lead to an uncomfortable decision between volume and precision.
These limitations can create variations in molecular weight distribution, Mooney viscosity, and monomer conversion from one batch to the next. Understanding how continuous processing of SBR improves rubber production starts with recognizing that it minimizes batch-to-batch variation.
Through steady-state operation, real-time monitoring, and uninterrupted material flow, continuous systems can deliver product consistency, increased efficiency, and reduced operational costs.
Advantages of Continuous SBR Processing
The shift from batch to continuous production represents more than an incremental improvement. It’s also a fundamental change in process philosophy.
The operational upgrades that continuous processing technology delivers directly address the core limitations that have constrained SBR manufacturing for decades.
Superior Product Consistency and Quality
Continuous processing creates a steady-state environment where variables are consistently maintained. This contrasts with the fluctuating conditions inside a batch tank, where temperature gradients and mixing inconsistencies can arise.
In a continuous system, every portion of material experiences similar processing conditions, reducing inconsistencies in critical polymer characteristics:
Molecular weight distribution (MWD): Uniform reaction conditions produce tighter, more predictable molecular weight profiles.
Monomer conversion: Steady-state operation ensures consistent conversion rates throughout the production process.
Mooney viscosity: Controlled thermal history and shear exposure deliver repeatable viscosity measurements.
Online monitoring enables this more precise level of quality control. Continuous processes employ adaptive soft sensors to estimate mass conversion in real time, as documented in polymer research. This technology allows immediate, automatic adjustments to maintain quality specifications.
For process engineers and scientists, this precision provides instant data. There will be fewer situations that involve waiting for laboratory analysis of a finished batch that may already be out of specification.
Increased Production Throughput and Efficiency
Batch processing involves substantial non-productive time. Each cycle requires loading, heating, reacting, cooling, discharging, and cleaning before the next batch begins. Continuous systems reduce cycle time by maintaining uninterrupted flow at a consistent rate.
A continuous line operates around the clock at a steady state, making production forecasting more accurate and reliable. This approach supports just-in-time (JIT) manufacturing principles by producing material as needed rather than storing large batches. With continuous feeds of comonomers and chain transfer agents, manufacturing systems can increase steady-state production rates. Efficiency can be achieved without compromising quality specifications.
Reduced Operational Costs and Material Waste
High product consistency can translate directly to reduced waste. When more production runs meet specifications, the volume of off-spec material requiring disposal or reprocessing can drop significantly. This consistency helps to protect profit margins and reduce environmental impact.
Energy efficiency provides additional cost advantages. A continuous system requires less energy to maintain a steady-state temperature in a compact processing chamber than large batch reactors. These benefits compound over time, making continuous processing increasingly attractive at production scales.
Challenges of Traditional SBR Batch Processing
Batch processing remains a useful legacy method for many applications. However, like many older manufacturing approaches, it can face limitations when meeting modern production demands. Understanding these constraints clarifies why continuous processing has become essential for high-performance SBR production.
Batch-to-Batch Variation Problems
Picture an engineer approving a batch that meets all specifications. The next batch, made with the same recipe and process parameters, exhibits slightly different properties. This scenario occurs because microscopic variations in heating rates, mixing intensity, or residence time create measurable differences in the final polymer.
The potential variability represents the core challenge in manufacturing high-performance products where consistency is critical, such as:
Tires: Inconsistent rubber compounds can affect performance, safety, and longevity.
Seals: Variations in material properties may compromise seal integrity.
Hoses: Fluctuating polymer characteristics typically impact flexibility and chemical resistance.
Gaskets: Batch-to-batch differences can affect compression set and sealing effectiveness.
Readco Kurimoto has engineered specific equipment to solve the challenges of polymerization and devolatilization in SBR production. The Continuous Hybrid Reactor and Self-Contained Processor deliver SBR quality-control improvements by minimizing batch-to-batch variation and ensuring product consistency.
Continuous Hybrid Reactor (CHR) for Polymerization
The Continuous Hybrid Reactor (CHR) handles the core polymerization reaction, with features specifically designed for SBR polymerization equipment applications.
Three key design elements enable superior performance:
Deep vacuum and inert gas purge: This enables precise control of the reaction environment, especially for oxygen-sensitive materials. It prevents unwanted side reactions that compromise polymer quality.
Exceptional heat transfer: A single-piece barrel jacket provides uniform, stable temperature control throughout the reaction zone. This prevents the hot spots that plague large batch reactors and cause property variations.
Advanced agitation systems: Self-wiping, co-rotating shafts ensure all material remains in constant motion and experiences near-identical processing conditions. The result is a uniform polymer with minimal variation in properties.
This continuous exposure to controlled temperature and mixing delivers the consistency that batch systems cannot match.
Self-Contained Processor (SCP) for Devolatilization
The Self-Contained Processor (SCP) handles the finishing stage. It’s where removing unreacted monomers and solvents is essential for the final product’s safety and performance. The SCP design addresses the unique challenges of this purification step:
High heat-transfer capability: Combined with powerful vacuum systems, this enables rapid, efficient removal of volatiles without polymer degradation.
Independent temperature controls: These enable precise management of different processing zones as material transitions through devolatilization stages.
Phase change handling: The SCP excels at processing materials that thicken and become highly viscous during solvent removal. This approach maintains uninterrupted flow under difficult conditions.
This design maintains continuous processing where conventional equipment would halt.
Modernize Your SBR Production With Readco Kurimoto
The future of high-performance SBR production lies in continuous processing. Readco Kurimoto provides both the equipment and the engineering expertise to design proven solutions for your specific application. Our engineers test and validate processes in our labs before implementation, reducing risk and ensuring success from day one.
Along with standard 316 stainless steel wetted parts, we also design and manufacture machines using Hastelloy®, Alloy 20 stainless steel, tungsten carbide, and other materials that tolerate harsh operating environments. Contact our rubber processing experts to discuss how continuous processing can modernize your SBR production and improve SBR quality control. Request a quote today.
Posted by Readco Kurimoto on | Comments Off on How Continuous Processors Improve Flavor Encapsulation
Continuous processors improve flavor encapsulation by providing unparalleled control over the manufacturing process, resulting in a more consistently and efficiently produced final product. Learn more about the specific mechanisms through which these systems deliver superior results.
Understanding Flavor Encapsulation and Continuous Processing
Flavor encapsulation coats volatile flavor compounds to shield them from environmental factors that can affect aroma and taste. This protective barrier is crucial for preserving flavor integrity, extending shelf life, and controlling release during use. This ensures consistent sensory experiences across applications in the food, confectionery, pharmaceutical, and nutraceutical industries.
To achieve such precise protection and controlled release, the encapsulation process itself must be highly consistent. This is where continuous processing becomes paramount. At its core, continuous processing involves a steady flow of materials through a system, with each step occurring sequentially and without pauses.
This fundamentally contrasts with batch processing, where distinct quantities of material are processed in separate operations, often leading to variability. For flavor encapsulation, continuous processing significantly improves outcomes by maintaining consistent processing parameters throughout the production.
How Do Continuous Processors Impact Flavor?
There are several reasons continuous processing systems consistently outperform batch systems when it comes to flavor encapsulation:
Consistency Through Steady-State Operation
In batch processes, the initial and final phases often differ significantly from the main processing phase. Continuous systems, once stabilized, operate at a steady state. Parameters like temperature, pressure, flow rate, and residence time are maintained precisely and consistently throughout the run.
This steady-state operation ensures that every particle or droplet of flavor passing through the system experiences virtually identical processing conditions. The result is an encapsulate with consistent wall thickness and flavor loading that minimizes variations in flavor release profiles, stability, and overall quality.
Precise and Independent Process Control
The multiple operations, such as mixing, heating, emulsification, cooling, and drying, in continuous processing can be independently controlled and optimized without significantly impacting the others. For instance, the emulsification intensity can be fine-tuned without affecting the subsequent drying temperature.
Modern continuous processors incorporate advanced sensors and automated control systems. These systems continuously monitor critical parameters and make real-time adjustments to maintain optimal conditions. They are far more responsive and precise than manual adjustments in a batch system, preventing excursions that could damage flavors.
Continuous systems also enable highly precise application of mechanical energy for mixing or thermal energy for melting and drying. Applying just enough energy achieves the desired effect without overstressing or degrading the flavor, which is often sensitive to excessive heat.
Enhanced Mass and Heat Transfer Efficiency
For mass transfer, continuous systems ensure the flavor is finely and homogeneously dispersed within the encapsulating material. This uniform distribution directly maximizes the interfacial area for interaction, thus ensuring complete and effective encapsulation. Methods like continuous emulsification or melt mixing within a continuous processor achieve this very effectively.
For heat transfer, continuous drying processes rely on the steady material flow to provide precise, dynamic control over air temperature, humidity, and flow rates. This optimized thermal management enables highly efficient solvent removal while minimizing flavor loss through volatilization by rapidly forming a protective shell.
Reduced Exposure to Degradative Factors
In continuous flow, the residence time of materials in each processing zone can be tightly controlled. This means that flavor components are exposed to potentially harsh conditions for the shortest possible duration, and with consistent timing, preserving sensitive flavors. A Continuous Processor trades time for intensity and greatly reduces heat history of the final product.
Additionally, continuous-flow designs inherently minimize dead zones or stagnant areas where material can accumulate and degrade. It minimizes potential for microbial growth or product fouling, which could compromise flavor integrity.
Moreover, many continuous systems can be operated in sealed environments and effectively exclude oxygen. This is paramount for protecting flavors that are highly susceptible to oxidation, such as those in citrus oils, natural vanilla extracts, and nut-based flavors.
Examples of Continuous Processors and Their Encapsulation Benefits
Understanding these options helps you select the optimal system for your specific formulation requirements.
Continuous extrusion: A continuous flow of encapsulant and flavor is fed into a single or twin-screw extruder. The material is conveyed, mixed, heated, melted, and then forced through a die to form a continuous strand. This approach provides precise temperature zoning to protect sensitive flavors and enables rapid solidification to lock in flavor.
Twin screw continuous processing: A twin-screw continuous processor provides a continuous flow of encapsulant and flavor through a pair of co-rotating shafts with precisely tuned mixing element configurations. The twin-screw continuous processor is able to mix, heat, and melt the materials with a short residence time since it can focus on mixing intensity without the need for building high pressure. Once melted and mixed the product discharges into a simplified extruding system to make the shape, saving floor space, cost, and energy usage compared to large compounding extruders.
Continuous spray drying: A liquid feed containing the flavor and encapsulating coating is atomized into fine droplets within a chamber, where hot air rapidly evaporates the water and leaves encapsulated powder particles. Additionally, advanced continuous spray dryers can be optimized with lower inlet temperatures or specialized nozzles to reduce flavor loss.
Continuous fluidized bed coating: Solid flavor particles or agglomerates are suspended in an upward-moving stream of air. A continuous spray of encapsulating liquid is applied to the particles, which then dry and form a coating layer by layer. This provides a highly uniform coating thickness.
Continuous co-extrusion and emulsification systems: In some systems, a continuous flow of a liquid flavor is extruded with an outer encapsulating shell to form microcapsules that are then cut or solidified. Alternatively, modern continuous microfluidic devices can generate flavor-in-oil or flavor-in-water emulsions as precursors for encapsulation. These offer exceptional control over capsule size and structure, leading to very precise release characteristics and high encapsulation efficiency.
The Business Case for Continuous Processing
Continuous systems reduce waste through tighter process control and elimination of batch-to-batch variability:
Rejected material decreases substantially when every unit of production experiences identical conditions.
Labor costs decline as automated systems require less hands-on intervention, and the elimination of batch changeover procedures frees personnel for higher-value tasks.
Higher throughput capacity per square foot of facility space means continuous lines can produce significantly larger volumes without proportional increases in capital or operational expenses.
Continuous processing supports premium product development for:
Food products: Natural flavor systems in food and confectionery applications, which command higher margins but present greater stability challenges, become commercially viable when protected through precisely controlled encapsulation.
Pet food: Products with stable, authentic taste profiles, such as those in pet food and pet care, throughout their shelf life differentiate brands in competitive markets, justifying higher price points and building customer loyalty.
Drug manufacturing: Pharmaceutical and nutraceutical manufacturers similarly benefit from continuous encapsulation when formulating taste-masked active ingredients that improve patient compliance and product marketability.
Optimize Your Flavor Encapsulation Process With Readco Kurimoto
Readco Kurimoto’s continuous processing systems are engineered to meet the demanding requirements of flavor encapsulation across food, confectionery, pharmaceutical, nutraceutical, and specialty chemical applications. Our team brings decades of expertise in continuous mixing technology, including proprietary processing solutions designed for heat-sensitive and volatile compounds.
Before committing to a full-scale system, validate the process in a lab environment through our Process Development Lab Testing services. Our engineers work directly with your formulations to optimize parameters and demonstrate real-world performance. Contact us today to discuss your specific encapsulation needs and explore how continuous processing can deliver the consistency, efficiency, and product quality your operation demands.
Posted by Readco Kurimoto on | Comments Off on Natural Rubber Mixing vs. Synthetic Rubber — A Guide to Material Selection and Mixing
Every rubber product begins with a fundamental decision between natural rubber, synthetic alternatives, or a blend of both. That choice directly impacts mechanical performance, chemical resistance, and manufacturing costs. Yet material selection accounts for only half of the engineering equation. Compounding and mixing determine whether those carefully selected properties actually translate to your finished product.
This guide examines the critical differences between natural and synthetic rubber, compares their respective strengths and limitations, and reveals why the mixing process remains the most overlooked factor in rubber performance.
What Is Natural Rubber?
Natural rubber derives from the latex of Hevea brasiliensis trees through a process of tapping, coagulation, and refinement, producing one of the world’s most versatile elastomers. As a polymer of isoprene, natural rubber delivers exceptional mechanical properties that synthetic alternatives struggle to match.
Key properties:
High tensile strength and tear resistance.
Excellent memory elasticity that lets it stretch and return to its original shape.
Natural tackiness that bonds well to metals and textiles.
Strong fatigue resistance under repeated flexing.
Good flexibility at low temperatures.
These characteristics make natural rubber the preferred choice for demanding applications, including tires, shock mounts, conveyor belts, vibration dampeners, and critical industrial seals.
However, natural rubber’s limitations become apparent in harsh environments. Exposure to ozone, UV radiation, oils, and aggressive chemicals causes rapid degradation, while sustained high temperatures break down its molecular structure. These environmental sensitivities restrict natural rubber to applications with controlled operating conditions.
What Is Synthetic Rubber?
Synthetic rubber production involves the controlled polymerization of petroleum-based monomers, allowing engineers to design molecular structures that target specific performance requirements beyond natural rubber’s capabilities. This engineered approach creates elastomers optimized for harsh environments, extreme temperatures, and chemical exposure that would destroy natural rubber.
Common types and uses include the following.
Styrene-butadiene rubber: Tire treads, conveyor belts, and footwear
Nitrile rubber: Fuel hoses, gaskets, and seals where oil resistance is critical
EPDM: Roofing membranes, automotive weatherstripping, and outdoor seals
Neoprene: Chemical-resistant gloves, wetsuits, and industrial belting
Silicone: Medical devices, food-grade seals, and high-temperature applications
Synthetic rubber design involves performance trade-offs. Most formulations exhibit lower tensile strength and elasticity than natural rubber, requiring application-specific engineering adjustments. Petroleum-based production also creates pricing volatility tied to oil market fluctuations, contrasting with natural rubber’s more stable agricultural supply chain.
Natural Rubber vs. Synthetic Rubber
Property
Natural Rubber
Synthetic Rubber
Tensile strength
High
Moderate
Elasticity
Excellent
Good
Abrasion resistance
Strong
Strong
Chemical resistance
Poor
Good to excellent
Temperature range
Limited at extremes
Wide
UV/ozone resistance
Poor
Good to excellent
Biodegradability
Yes
No
Price stability
Fluctuates with crop yield
Fluctuates with oil prices
Cost varies for both materials based on market factors. Natural rubber prices move with growing conditions, labor availability, and regional crop yields, while synthetic rubber pricing follows petroleum markets. The economics shift with global supply and demand patterns, creating cost advantages at different times.
Sustainability profiles differ between the two materials. Natural rubber biodegrades and comes from renewable trees that produce latex for decades. Synthetic rubber production involves petroleum-based processes, and the material persists in the environment. Manufacturers often evaluate performance requirements and environmental considerations when selecting between these options.
How the Rubber Mixing Process Affects Material Performance
Most natural vs. synthetic rubber comparisons stop at material properties, assuming compounds will perform to specification once you’ve made your selection. The gap between laboratory specifications and production-floor results underscores the criticality of the mixing process.
Rubber compounding combines base polymers with fillers like carbon black or silica, plasticizers, curing agents, and protective additives. Success hinges on distributing these ingredients uniformly throughout the polymer matrix. When dispersion remains incomplete or inconsistent, compounds develop uneven cure profiles, weak spots, and unpredictable performance characteristics.
Four critical mixing challenges determine compound quality.
Filler dispersion: Poor dispersion leads to variations in properties, resulting in inconsistent mechanical performance in finished products.
Temperature control: Excessive temperature rise triggers premature vulcanization that destroys the compound before curing. Natural rubber compounds prove particularly sensitive to thermal damage during processing.
Viscosity management: Natural rubber’s high molecular weight creates processing resistance that requires thorough mastication to incorporate fillers effectively. Different synthetic grades demand specific shear profiles calibrated to their unique flow characteristics.
Blend stability: Achieving homogeneous blends requires precisely controlled shear and distributive mixing maintained throughout the entire process.
Processing equipment must simultaneously control all four variables to deliver consistent results, regardless of whether you’re working with natural rubber, synthetic compounds, or engineered blends.
Continuous vs. Batch Mixing for Rubber Compounding
Traditional batch mixing has dominated rubber processing for decades through a straightforward approach that included loading materials, running a timed cycle, discharging the compound, and resetting for the next batch. While this discrete processing method established industry standards, it creates inherent limitations that affect compound consistency and production efficiency, such as:
Batch-to-batch variation from differences in loading, timing, and temperature
Dead zones inside the mixing chamber where material never fully processed
Limited temperature control, raising scorch risk for heat-sensitive compounds
Higher energy consumption from repeated ramp-up and cooldown cycles
Continuous mixing addresses these fundamental limitations through precision process control. Raw materials enter the mixing chamber through precisely metered feeding systems that maintain controlled, steady rates. Compounds flow through the mixer in a constant stream under fixed processing conditions, with shear intensity, temperature, and residence time remaining stable throughout operation. This process eliminates the inherent variability introduced by batch cycling.
The advantages become particularly evident across different rubber types. Natural rubber processing benefits from the thermal precision that prevents scorch while ensuring complete mastication. Synthetic rubber compounds receive exactly calibrated shear profiles matched to each polymer’s specific flow requirements. Blended formulations achieve consistent homogenization in the stable, repeatable environment that multi-phase compounds require.
Continuous processing transforms mixing from a variable, batch-dependent operation into a controlled, predictable manufacturing process that delivers uniform results regardless of compound complexity.
Engineer the Ideal Solution for Your Application
Material selection sets the foundation, but precision mixing delivers the performance that determines your product’s success. Readco Kurimoto’s continuous processing technology eliminates batch-to-batch variations that undermine even the best material choices, delivering the exact mixing conditions your rubber compound requires every time.
We custom-engineer systems for demanding environments and decades of reliable operation. Every machine exceeds ASME and ASTM standards with a 316 stainless steel construction standard, and our engineers specify Hastelloy®, Alloy 20, tungsten carbide, and other specialized materials that withstand the most challenging conditions when your application demands it.
Readco Kurimoto’s Continuous Processor is suitable for mixing compounds with natural and/or synthetic rubbers. Readco Kurimoto’s Continuous Hybrid Reactor and SC Processor are capable of reacting specialty polymers. The Continuous Hybrid Reactor and SC Processor are able to control temperature and apply vacuum during material processing. The vacuum can significantly reduce contamination from the environment as well as remove VOC like moisture or solvents. Often moisture is an undesirable result of the reaction which must be removed from the final product. In other applications solvents or monomers are required during the reaction but must be removed from the final product to meet VOC reduction goals. Sometimes the solvent is re-used in future batches or contained for disposal via an environmentally responsible waste stream.
Partner with the acknowledged experts in continuous processing. Our engineering team will analyze your specific rubber compounding requirements and design a solution that delivers consistent, high-quality results without the variability of traditional batch methods. To explore how continuous processing can meet the specific demands of your rubber compounding application, contact our engineering team for a consultation.
Posted by Readco Kurimoto on | Comments Off on How Continuous Mixing Improves Creams, Gels, Ointments, and Supplement Production
How Continuous Mixing Improves Creams, Gels, Ointments, and Supplement Production
Creams, gels, ointments, and supplement formulations rely on precise composition to perform. Texture, stability, dosing accuracy, and sensory feel are all determined during processing. Continuous mixing provides a controlled method to maintain these characteristics.
Raw materials are introduced into the system at controlled, metered rates using pumps or feeders. Each enters according to defined profiles and parameters, ensuring accurate proportions at all times. The continuous input maintains a constant composition as the formulation progresses through processing. As a result, every portion of the product reflects the same accuracy and consistency.
Let’s learn more about how continuous mixing improves creams, gels, ointments, and supplement production.
Homogenization, Emulsification, and Droplet Size Reduction
Continuous mixing applies controlled shear within the system, breaking larger droplets into smaller, equal sizes as formulations flow through. These distributed droplets improve emulsion stability, which helps creams and ointments maintain smooth textures over time. The stability and structure support spreadability and absorption during application as well.
Continuous mixing also ensures polymers and gelling agents disperse well, resulting in consistent viscosity and clarity in gels. In supplements, particularly suspensions and semi-solid fillings, continuous mixing reduces particle size and evenly distributes particles, ensuring uniformity and accurate dosing.
Batch-to-Batch Consistency
Continuous mixing improves consistency in creams, gels, ointments, and supplements by precisely controlling how ingredients are introduced, processed, and maintained throughout production. It offers:
Automated dosing and feeding: Ingredients are metered into the mixer at controlled rates using loss-in-weight feeders and pumps. Each input follows defined parameters and profiles, which maintain accurate proportions throughout production. This removes variability associated with manual weighing and staged batch charging. Every ingredient enters under the same conditions, enabling uniform integration into the formulation.
Steady-state operation: The system operates under constant conditions once target parameters and profiles are established. Flow rate, shear intensity, and mixing energy remain stable, so each portion of product passes through the same processing pathways without interruption or variation. Creams stay smooth, and gels maintain consistent viscosity.
Defined residence time: Each product portion spends the same time in the system because materials move through the mixer at a controlled rate. Functional properties such as viscosity, stability, and uniformity develop consistently throughout the product. This means even polymer hydration, complete dispersion of actives, and consistent structural development within formulations. Variations linked to under or over-processing are minimized under these controlled conditions.
Temperature management: Custom continuous mixers can include heating and cooling zones that maintain temperatures throughout production. Stable thermal conditions support critical steps such as emulsification and dissolution. Consistent temperature control also ensures that physical properties develop as intended during processing. For example, viscosity reaches and remains within the target rate required for stable formulation performance.
Better Safety and Quality Assurance
Continuous mixing aligns with current good manufacturing practices (GMP) and facilitates consistent hygienic control as mixers are designed as enclosed units in which material moves through sealed pathways during processing. This design curtails exposure to airborne particles and microorganisms.
It also limits direct handling, which aids in controlled and repeatable conditions throughout production. Reducing contamination risk for creams, gels, and ointments helps maintain product safety and shelf life. For supplements, it supports purity and quality standards required for ingestion.
Continuous mixing also reduces the risk of physical handling incidents during production. Ingredients are introduced through closed, automated systems, which removes the need to open vessels for manual addition. This lessens operator exposure to moving equipment, hot surfaces, and reactive or sensitive materials. It additionally minimizes risks associated with spills or splashes.
Operational Efficiency and Process Optimization
Continuous mixing streamlines the production of creams, gels, ointments, and supplements by combining multiple processing steps within a single system. This reduces the need for intermediate transfers and holding steps to do the following:
Compress the total production cycle time
Support faster and higher throughput
Simplify and streamline the total system
Increase overall equipment effectiveness (OEE)
Lower energy intensity per unit of output
Reduce wastes caused by spilling and overmixing
Reduce material storage requirements
Lower labor costs
Minimize material handling and inventory costs
Process Scalability and Adaptability
Continuous mixing supports scalable production by maintaining consistent processing conditions. Once optimal parameters are established, production can be increased by adjusting feed rates.
This approach allows manufacturers to scale creams, gels, ointments, and supplements without reformulating or revalidating multiple batch sizes. Product characteristics remain consistent because the same steady-state conditions apply throughout production.
Scale-up also benefits from reduced process complexity. A single continuous system can replace multiple batch units, which simplifies equipment selection and facility design. Manufacturers can respond to demand changes by adjusting production duration rather than introducing new process configurations.
For regulated products, consistent scalability assists validation and compliance by maintaining defined process parameters. The ability to produce larger volumes without introducing variability strengthens both operational efficiency and product reliability.
Pharmaceutical and nutraceutical formulations: Continuous mixers are useful in manufacturing topical creams, ointments, hydrogels, and semi-solid supplements. Precise dosing and steady-state processing ensure uniform dispersion of active pharmaceutical ingredients, including temperature-sensitive compounds, throughout the formulation. The system supports even polymer hydration in hydrogels and consistent texture in creams and ointments. Controlled shear and integrated temperature management maintain ingredient stability and formulation integrity.
Cosmetic and personal care products: Continuous mixing is highly effective for producing lotions, body butters, styling gels, and sunscreens. Ingredients, including oils, emulsifiers, and pigments, are dispersed uniformly under controlled conditions. The process ensures consistent viscosity, color uniformity, and smoothness throughout batches of cosmetic and personal care products. Integrated heating and cooling also maintain stability for temperature-sensitive additives and active ingredients.
Dietary supplements: Continuous mixers can be used to produce semisolid fillings, pastes, suspension-based supplements, and powders suitable for pills & tablets, where uniform distribution of vitamins, minerals, and bioactive compounds is essential. Precise dosing and mixing make sure that each portion contains consistent levels of ingredients. Integrated temperature control protects heat-sensitive nutrients during processing. The system also supports even particle dispersion, preventing settling or separation in suspensions.
Topical patches: Continuous Mixers are suitable for mixing gels and adhesives transdermal patches. High dispersion created by continuous processing is well suited for dosing of active ingredients in gels and adhesives.
Partner With Readco Kurimoto for a Custom Mixing Solution
Readco Kurimoto offers custom continuous mixing processors engineered to meet stringent standards from the American Society of Mechanical Engineers (ASME) and the American Society for Testing and Materials (ASTM). All wetted parts are made of 316 stainless steel, and specialized materials, such as Hastelloy® or Alloy 20, are available for rugged operating conditions.
Readco Kurimoto also offers sanitary features required by the Pharmaceutical and Nutraceutical industries. Highly polished surfaces, tri-clamp fitting, split paddle shafts for quick cleaning, and food grade paint help ensure sanitary requirements are achieved. When you partner with us, you also access comprehensive support to ensure your process succeeds.
At our York, Pennsylvania, facility, we create a complete pilot production line using your actual ingredients. This allows you to see exactly how our processors perform before full-scale production. Our team works directly with your chemists, engineers, and scientists to develop new products or optimize existing processes. After purchase, we provide installation assistance, maintenance, repairs, and parts supply to protect your investment and maintain peak performance.
Posted by Readco Kurimoto on | Comments Off on Increasing Sauce Production with Industrial Food Mixers
Increasing Sauce Production with Industrial Food Mixers
The sauce and condiment manufacturing industry continues its steady growth, with the global market projected to expand from $4.1 billion in 2025 to $6.047 billion by 2035. As producers scale operations to meet this demand, they face fundamental challenges in maintaining consistent product quality at higher production volumes.
Traditional batch mixing processes may work effectively at smaller scales, but they often struggle to deliver the same performance when production requirements increase. The physics of mixing in larger vessels creates different shear patterns, temperature distributions, and residence times that can affect emulsion stability, particle dispersion, and overall product consistency.
Scale-Up Challenges in Traditional Batch Processing
Batch mixing physics are straightforward at small volumes. An impeller in a reasonably sized vessel can distribute shear energy across the full product with decent uniformity. But as the diameter grows, mixing energy dissipates before reaching the periphery, creating aggressive shear near the blades and stagnant zones everywhere else.
With emulsion-based products like mayonnaise, vinaigrettes, or cream sauces, industrial mixers directly influence sauce consistency. Any uneven distribution leads directly to quality failures. Some portions of the batch get over-processed while others never reach the target droplet size for a stable emulsion. Product gets reworked or scrapped, and the waste adds up fast.
The operational complexity increases proportionally with scale. Batch processing requires discrete loading, mixing, holding, sampling, and discharge steps for each cycle. Capacity expansion demands parallel tank installations, multiplying space, utility, and labor requirements. Inherent batch-to-batch shear variation requires continuous quality control and corrective measures.
How Continuous Food Processing Equipment Changes the Equation
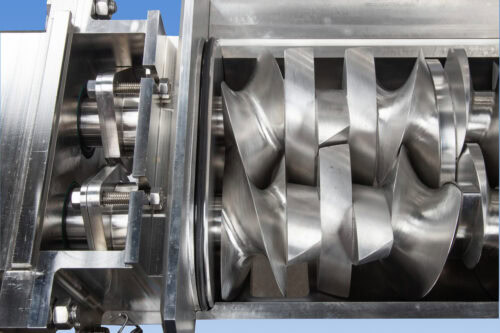
Continuous Processors (CP) take a fundamentally different approach. Rather than filling a large vessel and mixing its contents all at once, the CP meters raw ingredients into a compact mixing chamber through calibrated loss-in-weight feeders and pumps. Twin co-rotating shafts advance the material through configurable mixing zones, with indirect heating or cooling through the barrel jacket, maintaining precise temperature control at every stage.
The continuous process delivers remarkable consistency for high-volume sauce manufacturing. Every particle encounters the same mixing intensity, processing time, and temperature profile throughout the system. This uniformity ensures that product quality remains identical from the first gallon through thousands of gallons of production, improving food production line efficiency. Continuous processing maintains production consistency, whether running short campaigns or extended 24-hour operations.
Configurable Shear for Complex Sauce Formulations
Many sauces demand opposite things from the same mixing process. A vinaigrette base needs aggressive shear to form a stable oil-in-water emulsion, but a chunky salsa needs gentle handling to preserve diced tomatoes and peppers. In a batch tank, you compromise on one or both.
Commercial sauce mixing technology that uses CP handles this through zone-by-zone element configuration. High-shear sections handle emulsification, dispersion, and particle size reduction. Low-shear sections downstream fold in delicate particulates without mechanical damage. Switching formulations means reconfiguring the element layout, not purchasing new equipment. If your sauce has a fragile ingredient this ingredient can be added part way down the barrel allowing less exposure to the mixing elements this minimizing damage.
The CP processes viscous sauces and thin dressings with equal precision by adjusting element geometry and feed rates.
Operational Advantages for Sauce Manufacturers
The benefits of continuous processing include:
Sanitary Design and Food Safety Compliance
Our CP operates as a fully enclosed system that keeps the product sealed from the surrounding environment throughout the mixing process. For sauce manufacturers, the practical benefits include:
A closed barrel that eliminates exposure to airborne contaminants, dust, and pests during production.
Smooth, fully drainable product contact surfaces that support effective CIP and manual inspection.
Solid, one-piece rotating shafts that will not harbor residual material, with removable end plates and Tri-Clover connections for fast disassembly by a single operator.
Built-in traceability support when paired with a process control system, allowing each input to be monitored and documented throughout the run.
Equipment is available in configurations meeting USDA, FDA, and 3-A dairy and food sanitary standards. For shelf-stable and chilled sauces where hygienic design determines product viability, this sealed architecture offers a meaningful step up from open-top batch vessels.
Reduced Factory Footprint
A single continuous processor can match or exceed the output of multiple batch tanks while occupying a compact footprint. For manufacturers already pressed for room, the space implications are significant:
Eliminating surplus tanks, staging vessels, and transfer equipment frees floor space for packaging, warehousing, or future process additions.
A simplified plant layout reduces intermediate storage and transfer points.
Fewer CIP circuits are needed compared with multi-tank batch installations.
For plants constrained by existing building geometry, the ability to increase capacity without constructing a new tank farm is a tangible advantage.
Automation and Labor Efficiency
Our CP is designed to operate with loss-in-weight feeders and pumps, with all ingredient flows and processor parameters coordinated through a process control system. For high-volume sauce lines, this means:
Lower direct labor per pound of sauce, because loading, mixing, and discharge are continuous and recipe-driven.
Reduced human error, as ingredient ratios and residence time are controlled automatically rather than measured manually.
Real-time monitoring of torque, temperature, and flow for tighter process control and full traceability.
On high-volume lines, this shift from operator-driven batch control to automated continuous control is often the largest single contributor to cost-per-unit reduction.
Validate Your Recipe Before You Invest
Moving from batch to continuous is a significant process change, and we believe the best way to build confidence in that decision is with real data from real equipment.
We operate a fully equipped test laboratory in York, PA, with 1-inch, 2-inch, and 5-inch continuous processors, along with feeders, pumps, and temperature control equipment configured to replicate production conditions. Our lab technicians work alongside your engineering team to adjust shear, residence time, temperature, and feed rates until the formulation performs to specification.
Testing programs typically complete within one to three days, depending on formulation complexity and target parameters. Each trial generates comprehensive documentation, including process conditions, performance data, and product samples for thorough evaluation. This systematic approach provides the technical foundation needed for confident scale-up decisions.
Beyond initial trials, the testing program serves as a validation platform for new formulations, process optimization studies, and troubleshooting existing production challenges. This ongoing technical support helps manufacturers maximize their continuous processing investment while minimizing implementation risks.
Scale Your Sauce Line with Confidence
Readco Kurimoto has been engineering industrial food mixers for over a century, with deep experience across food, confectionery, chemical, and pharmaceutical processing. Every continuous processor is custom-designed to the application, manufactured to ASME and ASTM standards, and built in the United States.
These machines are made to last. With a properly maintained continuous processor, you can avoid unplanned downtime. If you’re interested in seeing what continuous processing can do for your sauce line, contact us to schedule a lab trial and put your formulation through the process firsthand.
Posted by Readco Kurimoto on | Comments Off on How Continuous Processors Can Improve Battery Performance
Creating batteries requires reacting and mixing materials. Although batch mixing is capable of kneading high-viscosity materials used for the electrodes and electrolytes of most batteries, continuous mixing processors offer many advantages that can help your business.
How Continuous Mixer Processors Improve Battery Performance
The end product is only as good as the raw materials and the fabrication processes used. When compared with batch mixing, continuous mixing has been found to offer more uniform dispersion. With batteries, more uniform material dispersion results in efficient, dense electrodes. Better electrodes offer a range of benefits, including:
Better electron transport: With continuous mixers, carbon black and other conductive additives are better dispersed because these mixers are more precise and twin-screw mixing prevents over-shear, resulting in a homogeneous paste with fewer voids. This improves battery performance and capacity by increasing electrical conductivity.
Reduced internal resistance: More efficient electrodes mean better conductivity, with less overheating and power loss.
Higher energy density: In addition to creating more efficient electrodes, continuous processes can handle materials with higher viscosity than batch mixers. The higher solids loading in the slurry often results in higher energy density.
Longer life cycle: With uniform dispersion of active materials, fewer materials cluster, improving the battery lifespan by reducing mechanical degradation.
Improved safety: With stronger and denser electrodes, your batteries may have higher mechanical strength, reducing charging damage and improving the reliability of batteries.
Enhanced electrode properties: Dry processes allow for even distribution of binders and conductive additives, enhancing electrodes’ mechanical properties. A batch mixer sometimes breaks down binders, which can affect the adhesion of conductive agents and active materials. Continuous mixers are gentler, reducing delamination by ensuring particle adhesion.
Another benefit of continuous mixers is that they can help in creating a bubble-free and uniform electrode coating, which enables you to develop batteries with efficient electron paths and reliable battery storage. This, in turn, creates more dependable batteries and faster, more reliable charging without cracking.
Better Batteries With Process Benefits
Mixing methods can affect the energy density and other advantages of solid-state batteries (SSBs), but creating a better battery also means developing a production process that reduces flaws and delivers cost savings you can pass on to customers. Here is how continuous mixing processors can help you improve your process and produce better batteries of all types:
Reduce defects: Continuous mixers achieve an even distribution of materials by breaking down agglomerates more efficiently than batch mixers. They also reduce the errors that can occur with manual loading. As a result, your electrodes and coatings are more consistent, improving battery capacity and reducing failures.
Produce more batteries: Batch mixers have built-in downtime during loading and unloading, but continuous mixers enable high-volume, continuous production, helping you meet customer demand.
Reduce the risk of contamination: Contamination and impurities can pose safety risks, such as lithium-ion battery fires. Since continuous processes are closed, there is less of a risk of contamination. An enclosed system can also reduce the risk of moisture entering the mix, thereby reducing oxidation and air entrapment.
Lower energy use and costs: Continuous mixers require less solvent than batch mixers, helping reduce energy use during drying. In addition, with precise mixing chambers and fewer shutdowns, continuous mixers can save on energy costs when compared with batch mixers, especially at high production volumes.
Improve oversight and cut waste: You can maintain strict quality control and make real-time adjustments as needed to temperature, shaft speed, residence time, shear, and viscosity. Smaller mixing chambers, compared with batch mixers, allow you to minimize waste if a problem arises.
Why Choose Readco Kurimoto for Battery Industrial Mixing Equipment?
At Readco Kurimoto, our team can customize mixing solutions for even the most advanced batteries. Top original equipment manufacturers (OEMs) already work with us, and we can make sure your mixer processors integrate with existing or automated equipment. Our continuous mixers can help at many stages of battery production for lithium-ion batteries, hydrogen fuel cells, solid-state batteries, and more.
We have decades of experience in the battery sector, helping enhance product safety, improve efficiency and productivity, and create more reliable products. We have developed lithium-ion battery paste mixing solutions, dry blending and solid-state battery powder solutions, and other applications. Our mixer processors can mix, shear, and blend with very low moisture content, and we have extensive experience in high-stakes industries with no margin for error.
As the sector shifts, working with Readco Kurimoto means you have a partner who can help your production lines stay efficient today and continue to scale for customers tomorrow.
Contact Us
Our process development laboratory is here to collaborate with you to develop solutions for your specific needs. When you work with us, you receive a comprehensive report and proof of concept, so you know the process will work in your plant.
Contact our team today to learn more about our capabilities and to review your needs.
Posted by Readco Kurimoto on | Comments Off on Safe and Efficient Mixing of Hazardous Chemicals
The most effective way to protect personnel is to contain these vapors and ultimately eliminate their interactions with the product. That’s where continuous processing comes in. Transitioning from open batch tanks to closed-loop continuous systems can help manufacturers improve safety while maintaining product consistency.
In this article, we’ll discuss how to eliminate risks inherent in open batch processing and achieve compliance through containment. You’ll learn how to safely process high-viscosity and volatile materials — without sacrificing speed.
Safety Challenges with Traditional Batch Methods
The traditional batch method can present many chemical mixing safety risks with its manual exposure points and open-loop flaws:
Manual exposure points: In many facilities, operators must manually add bags of powder or pour liquids into a mixing tank. This moment of transfer is the riskiest point in the entire production line. Even with local exhaust ventilation, the operator is physically close to the hazard. Dust clouds from hazardous solids can form explosive atmospheres, while volatile organic compounds (VOCs) can escape into the breathing zone, putting personnel at risk.
Inconsistent reaction control: Reaction control is another challenge. Large batch tanks often struggle with heat transfer. The material near the walls stays cool, while the material in the center can create a hot spot. In exothermic reactions, these hot spots can lead to runaway reactions. Due to the large volume of material in batch tanks, if a reaction were to accelerate out of control, there’s a higher risk of a major containment event — one involving thousands of pounds of chemical product.
The open-loop flaw: The open-loop nature of batch processing makes maintenance much more difficult. Batch mixers often need to be cleaned between runs to prevent cross-contamination. This cleaning process usually requires operators to manually scrape the walls or use high-pressure washing to clean them, again exposing them to chemical residues. This cycle of constantly opening, filling, mixing, emptying, and cleaning can increase the likelihood of an incident.
Safety Advantages of Continuous Processing
With its fully enclosed system, continuous processing fundamentally changes the safety profile of chemical manufacturing. Here are the main safety benefits of continuous processors:
Closed-Loop Containment
A continuous processor works by feeding ingredients into the system at a steady monitored rate. From there, the ingredients are processed and discharged from the mix chamber. This containment engineering is the most effective way to adhere to the hierarchy of controls. It prioritizes hazard elimination instead of relying solely on personal protective equipment (PPE). From feed to discharge, the closed mix chamber limits vapor from escaping, helping protect personnel from the risk of exposure.
Small Process Inventory
One of the most critical safety features of a continuous processor is its small process inventory. While a batch tank could hold thousands of gallons of reactive material at once, a continuous processor work with just a few gallons at a time, and has a much shorter residence time, often less than a minute.
This means, at any given second, there are only a few pounds of material inside the mixer. If a power failure or reaction anomaly occurs, the risk is limited to that small amount of material. Reducing that active inventory can turn a potential safety event into a manageable maintenance task.
Minimizing Oxygen Interaction
Continuous processors can be easily blanketed with nitrogen or another inert gas. This can drastically reduce the risk of fire and explosions when working with flammable solvents. It makes maintaining an inert atmosphere more efficient and reliable, as the free volume inside the mixer is small. By displacing oxygen, the system keeps flammable vapors from finding an ignition source, safely processing solvents and combustible dusts that would be otherwise dangerous in an open tank.
Achieving Compliance with Continuous Processing
Meeting regulatory standards is about more than following rules — it’s about proving control. The National Fire Protection Association (NFPA) sets the standards for handling hazardous materials, and a continuous processor makes meeting compliance much easier.
NFPA 400 specifically addresses the maximum allowable quantity (MAQ) of hazardous materials allowed in a control area. Since continuous processors hold a small volume of material, they can help your facility stay well below the MAQ thresholds. This can make it easier to follow building code requirements while reducing the need for expensive fire suppression upgrades.
Documentation is also crucial to meet NFPA standards, and automated continuous systems make it easy by logging data for every second of production. They record temperature, pressure, motor load, and feed rates all in real time. If there’s an OSHA audit or quality control inquiry, you have a traceable digital trail to prove your process stayed within safe operating limits. This can be difficult to achieve with manual batch records.
Handling High Viscosity Materials
There’s a common misconception that continuous processors cannot handle thick or sticky materials. Yet, these systems are specifically engineered for high-viscosity applications that would otherwise stall a standard mixer. Readco Kurimoto’s equipment has a twin-shaft design, providing the right amount of torque to mix materials with the consistency of sealants or solid propellants.
The self-wiping geometry of the shafts is a critical safety feature for these materials. As the paddles intermesh, they continuously wipe the material from the partner shaft and barrel walls. This prevents product buildup, a common cause of overheating in sticky chemical mixes. By keeping the material moving and renewing the surface area, the processor ensures uniform heat transfer and prevents dangerous hot spots from forming.
Customizing Equipment for Chemical Compatibility
The safety of a chemical process largely depends on the materials of construction. Standard stainless steel is often insufficient for most corrosive or abrasive hazardous chemicals. If the equipment walls corrode, the containment is immediately breached. That’s why Readco Kurimoto engineers every machine with the specific chemical compatibility of the application in mind.
Advanced metallurgy options include Hastelloy®, Alloy 20 stainless steel, ceramics, and tungsten carbide. This ensures the physical integrity of the mixer remains intact throughout its years of service.
The integrity of the closed system also relies on the seals. Chemical-resistant seal materials can provide containment inside the barrel. These seals are designed to withstand the aggressiveness of the chemicals being processed, preventing leaks that could compromise operator safety.
Improve Safety with Continuous Processing Equipment from Readco Kurimoto
The era of using manual batch mixing for hazardous chemicals is coming to a close. The risks from open hatches, manual transfers, and large reaction volumes have made continuous processing the safer approach. It offers a solution where safety is engineered into the machine itself, not just added as a procedure.
Readco Kurimoto can help you transition to this safer, more efficient model. Built in the USA, our custom-engineered processors can help improve your safety in hazardous material handling. From reducing process inventory to helping you meet NFPA compliance, this advanced technology can help you keep up with modern safety demands. Our equipment also meets stringent ASME and ASTM standards.
Do not compromise on safety or efficiency. Contact us today to learn more about the continuous processor and how it can improve hazardous material handling.
Posted by Readco Kurimoto on | Comments Off on Understanding Material Flow in Mixing Equipment
When mixing problems show up on the production floor, they often look like quality issues. One batch feels thicker than the last, ingredients take longer to incorporate, and the finished product varies just enough to cause concern.
In many cases, the real issue is the material flow. Material flow determines how ingredients move, how energy is transferred, and how consistent the final product becomes. When it is uneven, even well-designed mixers struggle to deliver reliable results.
This article will help you understand material flow in mixing equipment, enabling you to find the right mixer design for your applications.
Why Material Flow Matters More Than Mixing Speed
Mixing performance is often described in terms of motor size, blade speed, or horsepower. While these factors play a role, what ultimately determines whether a mixer performs well is how material actually moves inside the equipment.
Even ingredient contact: Material that moves consistently allows ingredients to meet and combine evenly throughout the mixer.
Uniform shear application: Controlled flow helps ensure mechanical energy is applied more evenly across the entire product.
Stable temperature distribution: Continuous movement reduces the risk of hot spots by spreading heat more evenly.
Repeatable processing conditions: Predictable flow paths ensure that each portion of material experiences similar mixing conditions.
How Viscosity Changes the Way Materials Behave
Low-viscosity liquids move easily and respond well to turbulence and circulation. Many traditional mixing principles are based on this type of behavior. As viscosity increases, however, materials can behave differently and place more demand on how a mixer controls movement.
Thick Materials Resist Movement
High-viscosity materials resist flow unless a sufficient force is applied to keep them in motion. Here’s how high-viscosity materials resist movement during mixing:
Yield stress resistance: Many pastes and doughs remain stationary until enough force is applied to overcome their natural resistance to movement.
Wall adhesion: Thick materials tend to cling to vessel walls, making it challenging to pull them back into active mixing zones.
Flow stoppage: Without continuous forcing action, the material can come to a complete stop in certain areas of the mixer.
Why Traditional Batch Mixers Struggle With Flow Control
Batch mixers are widely used and well understood, but they weren’t designed with high-viscosity materials in mind. As materials become thicker and more resistant to movement, the way the mixers move material becomes increasingly unreliable. The result is uneven flow that is challenging to correct with speed or power alone.
Circulation Depends on Ideal Conditions
Once circulation weakens, large portions of the batch may stop moving altogether and display the following:
Vortex-driven movement: Many batch mixers rely on a vortex to fold material over itself, but this becomes ineffective as the material thickens.
Surface-focused circulation: Most movement occurs near the top of the batch, leaving lower regions with limited turnover.
Viscosity sensitivity: As resistance increases, circulation slows, and large portions of material may stop moving.
Dead Zones Are Difficult to Avoid
Dead zones can be challenging to eliminate because of the following reasons:
Wall buildup: Sticky materials tend to cling to vessel walls, reducing their exposure to active mixing.
Baffle interference: Baffles create low-velocity regions where material movement may slow down or stop.
Delayed release: Material trapped in dead zones can later break free, introducing batch inconsistency.
Gravity Works Against the Mixer
Gravity works against agitator-driven movement in dense materials in the following ways:
Settling behavior: Heavier solids naturally migrate downward faster than they can be resuspended.
Limited pumping reach: Agitators may lack the force needed to lift material from the bottom of the vessel.
Vertical inconsistency: Flow conditions can vary significantly from top to bottom within the same batch.
What Controlled Material Flow Looks Like
When traditional circulation breaks down, improving results requires a different way of thinking about how material moves. Instead of encouraging material to flow, some mixing systems force movement in a controlled and repeatable way. This shift is especially important for materials that resist motion.
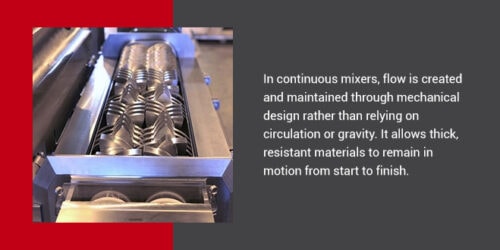
How Continuous Mixers Enforce Flow
Controlled material flow doesn’t happen by chance. In continuous mixers, flow is created and maintained through mechanical design rather than relying on circulation or gravity. It allows thick, resistant materials to remain in motion from start to finish.
Twin-Shaft Movement Keeps Material Engaged
Twin-shaft movement creates stable operating conditions that are challenging to achieve in batch systems. Continuous mixers actively move material through the mixing chamber in the following ways:
Twin-shaft advancement: Intermeshing shafts divide and recombine material while pushing it forward through the mixer.
Defined flow path: Material follows a repeatable route instead of circulating randomly within a vessel.
Steady forward progress: Once material enters the system, it continues moving toward discharge without looping back.
Self-Wiping Action Prevents Buildup
Self-wiping action is especially important when processing sticky or cohesive materials that tend to cling to surfaces. It plays a few key roles in continuous mixing:
Wall cleaning: Mixing components continuously scrape material from the barrel walls.
Shaft-to-shaft wiping: Opposing paddles prevent buildup between rotating components.
Forced engagement: Material is physically displaced, leaving no opportunity to remain stationary.
Where Flow Control Makes the Biggest Difference
Material flow matters in every mixing process, but its impact becomes especially clear in applications where consistency, temperature control, or reaction timing are critical.
Adhesives and Sealants
In applications where controlled material flow directly improves mixing outcomes, the following examples stand out:
Adhesives and sealants: Consistent flow prevents stagnant areas that can lead to premature curing or hardening in the mixer.
High-fill formulations: Forced movement keeps solids evenly distributed, preventing settling or separation.
Cohesive pastes: Continuous motion prevents material from compacting or sticking to internal surfaces.
Food Pastes and Doughs
Food products place additional demands on material flow because of their sensitivity to temperature and texture. In food processing applications where flow consistency is important, controlled movement supports the following outcomes:
Even heat distribution: Continuous movement reduces the risk of localized overheating.
Consistent texture: Uniform shear supports a stable structure and mouthfeel.
Process stability: Long production runs remain easier to manage without frequent adjustment.
Chemical Processing
Chemical processes require precise control over the time the material remains in the mixer. In chemical processing applications that demand tight control, consistent material flow enables the following advantages:
Consistent residence time: Every portion of material spends the same amount of time in the mixing zone.
Immediate reaction control: Reaction initiated quickly due to intense mixing. Often batch mixing has a slower reaction time.
Reduced process variability: Predictable flow helps stabilize reaction outcomes.
Turning Mixing Into a Predictable Process
When material flow is intentionally controlled, the process becomes more stable and easier to manage. For engineers, this removes much of the guesswork that often accompanies batch mixing.
Readco Kurimoto designs continuous mixing systems around this principle of controlled flow. By focusing on movement through mechanical design rather than relying on circulation, our solutions transform mixing from an adjustment-heavy operation into a repeatable process built on sound engineering fundamentals. Contact Readco Kurimoto today to explore our advanced mixing technology.
Posted by Readco Kurimoto on | Comments Off on How to Prevent Damage and Maintain Particle Integrity When Mixing
For a wide variety of products, including powders, granules, active ingredients, and heat-sensitive materials, maintaining particle integrity can mean the difference between a product that functions as intended and one that doesn’t meet quality standards.
Readco Kurimoto’s continuous mixing technology was developed to provide efficient and consistent mixing while protecting the structure of each particle that passes through the machine.
Reasons Particles Degrade During Mixing
There are predictable reasons why particles degrade during mixing.
1. Uncontrolled Shear
Batch mixers typically use high-speed blades or paddles that generate significant shear forces to break particles before the blending is complete.
2. Excessive Exposure Time
Batch processes are limited only by the time required to achieve a uniform blend. Ingredients remain in a vessel under constant motion until the desired blending is achieved. The longer ingredients remain in the vessel, the greater the amount of heat, friction, and mechanical stress that develops.
3. Nonuniform Motion
Inside a large batch tank, ingredients do not always move uniformly. Some areas experience intense mixing forces while others may be subject to very little. Inconsistent motion is common and can lead to the fracturing of delicate particles and nonuniform results throughout multiple batches.
Each of the above limitations is due to the fact that very few aspects of batch mixing are controllable. Since quality depends on particle integrity, “uncontrollable” becomes a significant limitation.
Why It Is Important to Preserve Particles and Ways to Save Them
When particles break down, the final product may show different characteristics. For example, pharmaceutical dosage accuracy can be affected by broken particles, food texture can change, inclusions can break apart due to physical forces and chemical reactions, and flow can be impacted by broken particles in specialty chemical products. Even a minimal amount of particle breakdown will contribute to poor product quality.
Therefore, the equipment used to process the materials must also preserve the materials’ integrity. Readco processors meet and exceed both ASME and ASTM standards and are available in various alloys, including 316 stainless steel, Hastelloy, and Alloy 20 for difficult applications. Close manufacturing tolerances ensure that no additional variability is created by the processor, and little to no downtime occurs.
If you want to prevent damage and maintain particle integrity when mixing, the core principles are straightforward:
Apply only the shear required by the application. Gentle mixing prevents unnecessary breakage.
Keep mixing time as short as possible. The longer the material is stressed, the more likely it is to be damaged. Continuous mixing naturally limits exposure.
Choose a screw design that suits the material. Engineers can select elements that move and mix particles in a controlled way without crushing them.
Use the right metallurgy. The correct alloy reduces friction, supports cleanability, and helps protect particle structure.
These steps make it easier to maintain product quality and reduce the risk of particle-related failures.
Continuous Mixing Eliminates the Most Common Sources of Particle Damage
Continuous mixing eliminates the uncertainty of a batch tank by creating a controlled and engineered environment for mixing. Unlike traditional batch mixing, where a full vessel of product is agitated for a relatively long time, the Readco Kurimoto Continuous Processor continuously moves material through a predetermined path at a steady pace. Because the movement of the material is predictable, the shear forces applied during mixing can be adjusted to match the properties of the material being mixed, rather than exceeding them. Working with smaller amounts of material in a continuous flow allows the mixing process to occur quickly and efficiently.
Below are some examples of how this translates into actual applications.
Shear forces are purposefully generated, not by accident
Using a twin-shaft screw design, engineers can specify the exact mixing action that is necessary for the particular formulation being processed. Elements of the screws can be positioned to provide folding, conveying, dispersion, low-shear action, or high shear if necessary.
Material spends less time under mechanical stress
One of the greatest benefits of continuous processing is the short residence time of the material in the mixing chamber. Material is subjected to the minimum amount of time required to perform the mixing function. In contrast, in batch processing, ingredients are subjected to potentially hours of mechanical stress in the form of mixing action, abrasion against the vessel walls, and contact with other ingredients to ensure that the entire batch of material is mixed.
All particles are treated equally
Continuous mixing eliminates the randomness associated with batch processing. Each ingredient passes through the mixing chamber in a predetermined manner, eliminating all potential for dead zones, stagnation, and impact-induced damage.
Explore a Mixing Solution Built for Your Material
If maintaining particle integrity is important for your process, choose Readco Kurimoto. Our engineers will analyze your formula to develop a customized system that produces consistent results with minimal disruption to your particles.
Contact us today, and we can work together to develop the best possible solution for you.
Posted by Readco Kurimoto on | Comments Off on Slurry Mixing in Ceramics: Ensuring Uniformity
Producing high-quality ceramics starts with mastering one of the most important steps in the process — slurry mixing. For engineers, technicians, and production managers, ensuring slurry uniformity is essential to achieving strong, defect-free products. However, reaching that level of consistency is not always easy. When the slurry is uneven, the result can be wasted materials, costly downtime, and compromised performance.
Below, we explore the fundamentals of slurry mixing in ceramics to ensure uniformity with every mix.
Why Slurry Uniformity Matters for Ceramic Quality
In ceramics, uniformity is the difference between success and scrap. The way a slurry is mixed determines how the ceramic behaves later in the forming and firing process. Even minor inconsistencies early on can develop into significant problems later.
When a slurry isn’t mixed evenly, several issues may arise:
Cracks and fractures: Poor particle dispersion can create uneven drying or firing stress.
Pinholes and voids: Trapped air bubbles or agglomerates lead to surface flaws and inconsistent density.
Uneven shrinkage: Nonuniform material distribution results in distorted or misshapen parts after firing.
When the mix is right, everything falls into place. A consistent slurry flow is better, packs evenly, and dries uniformly. This reduces waste, shortens production time, and improves reliability. For manufacturers producing electronic ceramics or structural components, consistent slurry quality is what keeps operations stable and ensures dependable output.
Understanding the Core Components of a Ceramic Slurry
A ceramic slurry is a balanced system of solids, liquids, and additives. Each ingredient plays a specific role in determining the final performance of the ceramic.
Ceramic Powder as the Foundation
Ceramic powder sets the stage for everything that follows. Materials such as alumina, zirconia, or silica are selected based on the performance the final product requires, ranging from high-temperature stability to electrical insulation.
Particle size and distribution are essential. Smaller, uniformly sized particles pack more densely, improving mechanical strength and reducing porosity in the finished product. If particle sizes vary too much, settling or segregation can occur, leading to inconsistent density.
In many ceramic plants, powders are precision-milled and screened to achieve tight control over these variables.
The Binder Providing Green Strength
The binder provides temporary strength to the “green” ceramic body before it is fired. It holds the particles together during shaping and handling, ensuring that the piece maintains its form.
Common binders include cellulose derivatives and polymer-based materials that burn off cleanly during the firing process. A suitable binder system must provide flexibility without interfering with downstream processing. When correctly selected, it allows easier forming and reduces cracking during drying.
The Dispersant for Stable Suspension
Dispersants prevent particle agglomeration by creating repulsive forces that keep solid particles evenly distributed throughout the liquid medium. Without them, hard clumps known as “fish-eyes” can form, which are difficult to break down and can cause localized density variations.
Selecting the right dispersant for a specific powder and binder system results in a stable slurry that remains uniform during storage and processing. In industries that produce ceramic coatings or structural components, stability is the key to maintaining dimensional accuracy and surface quality.
3 Key Parameters That Influence Slurry Homogeneity
Mixing ceramic slurry requires precise control over several process variables. The following parameters play a direct role in determining how evenly the mixture comes together.
1. Viscosity and Rheology
Viscosity describes how easily the slurry flows. In processes such as slip casting, tape casting, or spray drying, the right viscosity allows the material to fill molds or spray evenly without clogging.
The flow behavior, known as rheology, depends on several interrelated factors:
Solid loading: A higher solid content increases viscosity and also enhances packing density.
Temperature: Warm conditions generally reduce viscosity, often improving flow.
pH and additives: Even small pH changes can alter particle interactions and flow behavior.
Careful control of rheology helps the slurry behave consistently from one batch to the next, enabling predictable forming and firing outcomes.
2. Mixing Time and Speed
Both time and speed directly affect how well materials come together. Too little mixing, and particles stay clumped. Too much, and sensitive additives start to break down.
Operators look for visual or measurable cues, such as torque changes, temperature rises, or energy input, to determine when the slurry is properly blended. Achieving the balance requires experience and meticulous attention to detail.
In large-scale ceramic production, even a few minutes’ difference can significantly impact particle dispersion and the consistency of the final product. Possible alternative sentence, In ceramic production, reliable consistent material is required for quality. Insuring the correct amount of mixing intensity is vital, low intensity could mean unmixed material and high intensity could damage the material.
3. De-Airing and Deagglomeration
Air and agglomerates are two of the most common hidden problems in slurry mixing. Both can ruin uniformity if left unchecked. De-airing removes trapped gases that can expand during firing and create internal voids. Deagglomeration breaks apart stubborn clumps of powder to create a truly even suspension.
The following are key benefits of proper de-airing and deagglomeration:
Improved density: Removing air ensures even packing and eliminates internal voids.
Better surface quality: A smoother, air-free mix leads to defect-free forming and glazing.
Reduced waste: Fewer rejects result from consistent, homogenous materials.
Vacuum-assisted mixing or high-shear mechanical agitation are common techniques used to achieve these outcomes in advanced ceramic manufacturing environments.
Comparing Mixing Technologies in Ceramic Production
The method of mixing can dramatically affect both quality and efficiency. Understanding the difference between traditional batch systems and modern continuous mixers helps manufacturers make informed decisions.
Traditional Batch Mixing
Batch mixing involves loading all materials into a tank, mixing them for a set period, and then discharging the finished slurry. This approach remains common in many facilities but has clear limitations.
The following challenges may arise from batch mixing:
Inconsistent results: Each batch may vary slightly in composition or temperature, causing variation between runs.
Extended downtime: Cleaning between batches adds nonproductive time and increases labor costs.
For high-volume production or tight-tolerance applications, these drawbacks can limit productivity and quality control.
Modern Continuous Mixing
Continuous mixing eliminates many of these issues associated with batch mixing by combining precise metering, blending, and discharge into a single, ongoing process. Raw materials enter at controlled rates and are mixed in real time, producing a constant stream of uniform slurry.
Key advantages of continuous mixing include:
Superior consistency: Continuous processing ensures identical conditions at every moment of operation.
Higher throughput: Material flows uninterrupted, reducing downtime and improving output.
Enhanced process control: Operators can make minor adjustments on the fly to maintain desired viscosity or composition.
In ceramic manufacturing, continuous mixing has proven especially valuable for producing slurries with strict performance requirements, such as dielectric ceramics or structural refractories.
Achieving Consistent Results With Readco Kurimoto
The challenges of traditional slurry mixing, such as uneven dispersion, long cleanup times, and process variation, are precisely what Readco Kurimoto’s technology was designed to solve.
The Readco Continuous Processor (CP) combines twin-screw, co-rotating technology with a self-wiping design that continuously blends, kneads, and homogenizes materials. This helps ensure every component, such as ceramic powders, binders, dispersants, and additives, is evenly distributed.
Contact the Readco Kurimoto team today to learn how the Continuous Processor can bring unmatched consistency, efficiency, and durability to your operation.
We use cookies to improve your website experience. To learn about our use of cookies and how you can manage your cookie settings, please see our Privacy Policy.